The heart of
Modular oven assembled on site
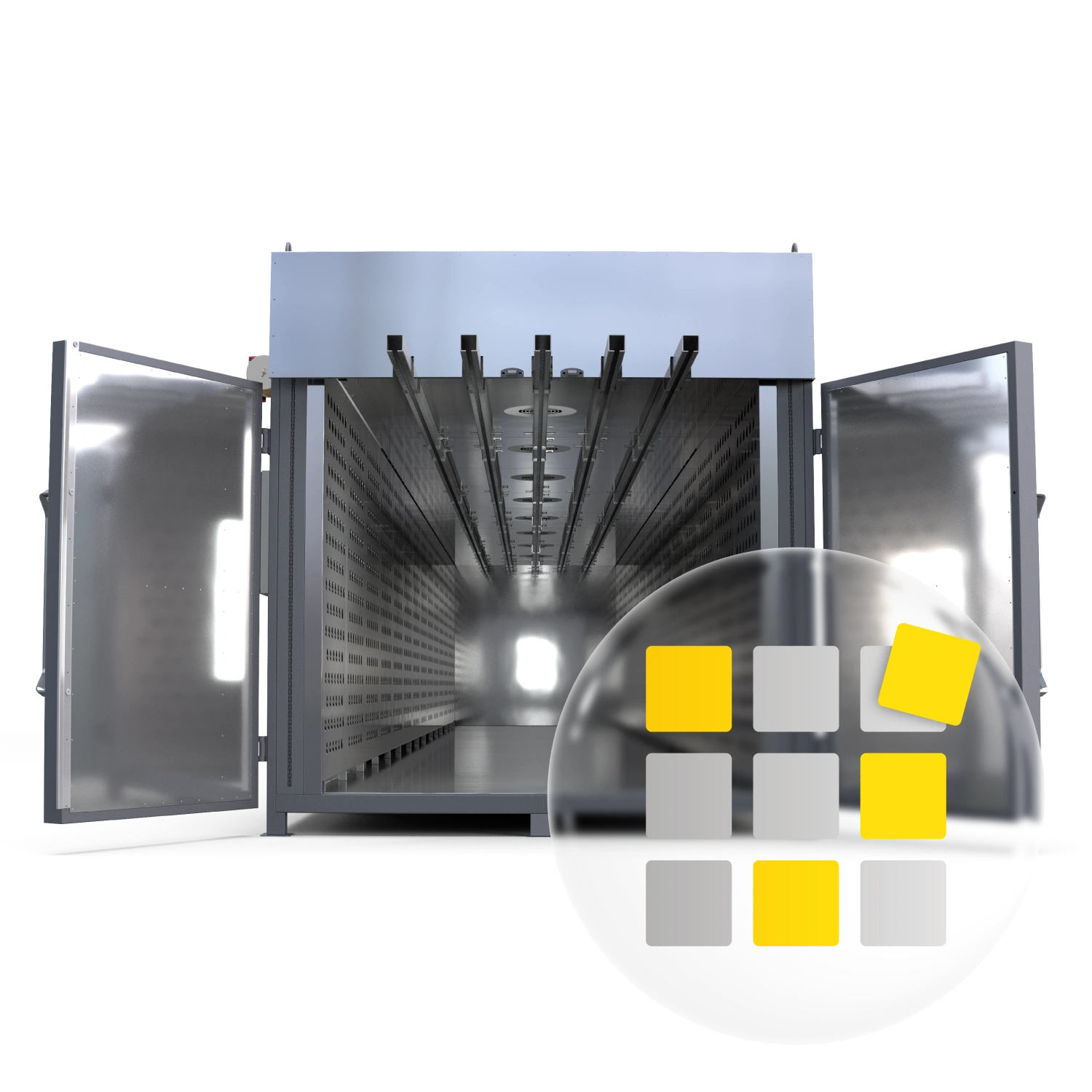
A manufacturer of industrial components implemented a modular oven assembled on site from prefabricated segments. This avoided costly alterations to the hall, and the oven remained fully functional and ready for future expansion - without technological compromise.
Romer case study
Modular oven assembled on site
Assumptions:
-
The oven had to be installed in a hall where it was physically impossible to bring the structure in its entirety.
-
Implementation could not involve interference with the building infrastructure or require costly renovations.
-
Key was the full functionality of the oven after installation and the possibility of future expansion.
Estimated effectiveness:
Transport and installation of the oven possible via standard gates and passageways
Oven installation carried out without interruption of production and without civil works
Operating parameters identical to a classic oven with full insulation and airtightness
Can be upgraded or expanded at a later date without dismantling the entire unit
No need for demolition, cranes, floor reinforcements
Proposed solution:
At a plant producing components for industrial automation, there was a need to implement a new powder coating oven. The problem was not the technology - it was the infrastructure. The production hall was located in a modernised building with limited floor load capacity, narrow entrance gates and a cramped traffic system. Introducing a classic oven as a whole was unrealistic without a general refurbishment, dismantling walls or installing cranes.
The solution turned out to be a modular oven, made up of prefabricated segments. Each segment contained not only a section of the chamber, but also complete insulation, wiring, air supply routing and structural components. The segments were brought into the hall separately and assembled directly on site at the customer's premises, without the need to interfere with the building structure.
Importantly, once assembled, the oven retained its full airtightness, thermal performance and repeatability - as in the standard version. By fitting into the layout of the hall, it was possible to make maximum use of the available space without infringing on traffic areas and operator stations.
In the long term, the modular design opened the way for expansion of the oven with an additional cooling zone or relocation if production needs change.


