


































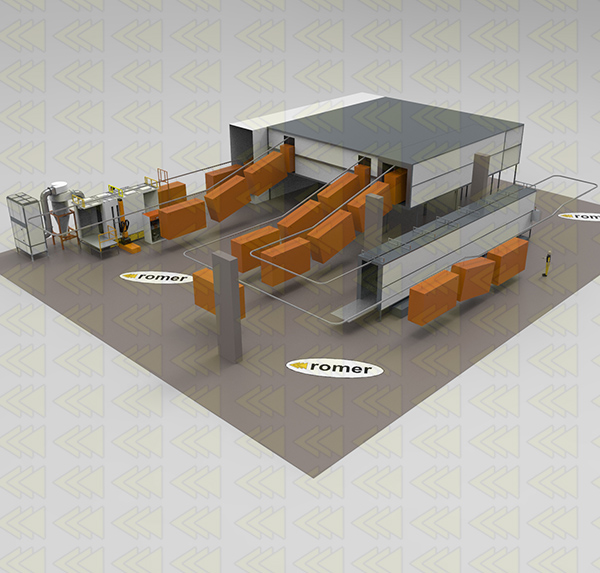
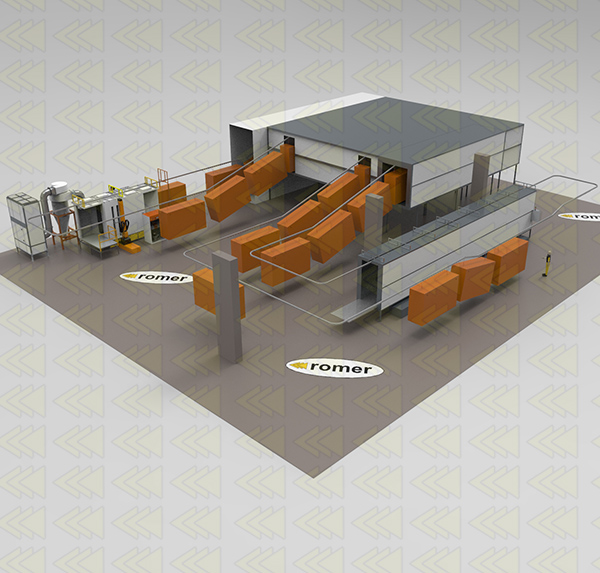
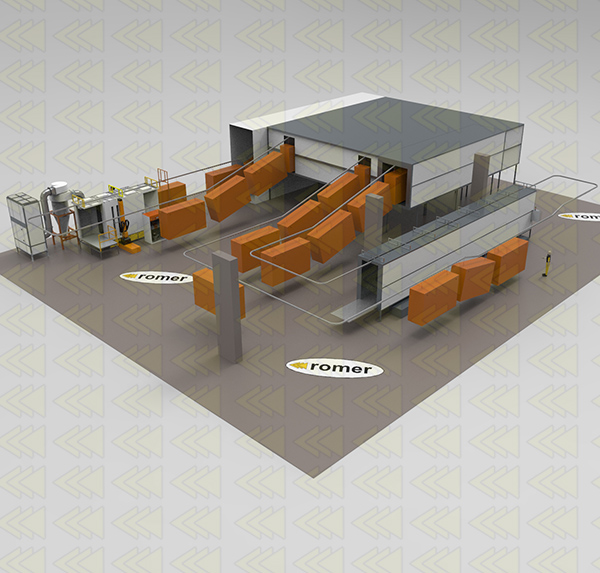
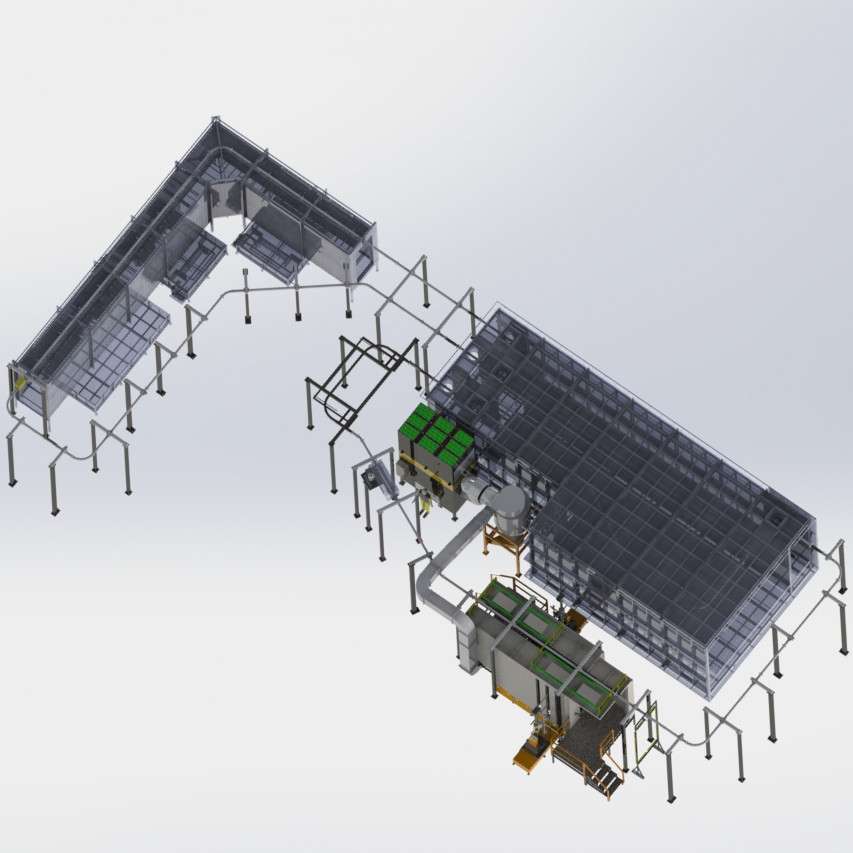




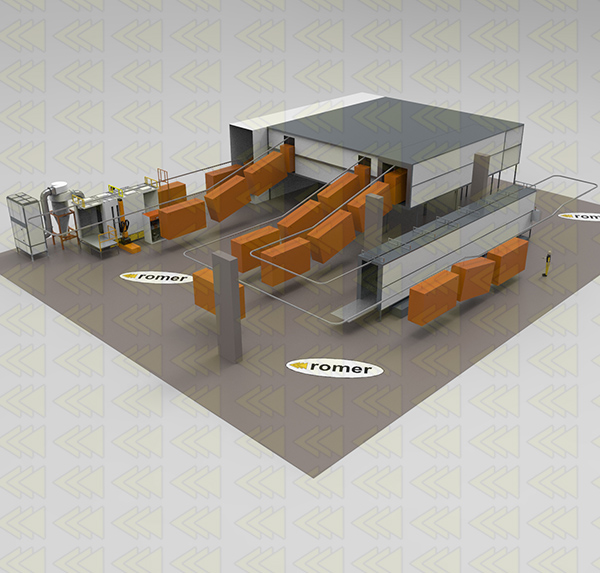



Nowoczesna malarnia proszkowa łącząca elementy lakierni automatycznej oraz manualnej

– Wymagania stawiane lakierni proszkowej w naszej firmie były dosyć rozległe, ponieważ lakierujemy detale zarówno ze stali czarnej, jak i aluminium – wspomina Jacek Czogalla z firmy MCJ. – W tym samym określonym czasie nasza produkcja często się zmienia, ponieważ mamy długie, jak i krótkie serie, sama wielkość detali jest bardzo zróżnicowana. Lakiernia miała być jak najbardziej zaawansowana, to jest jak najbardziej zautomatyzowana, jednocześnie z zachowaniem elastyczności – zadanie nie było proste, można powiedzieć, że całkowicie nie idzie to w parze, jednak takie mamy realne potrzeby. Firma Romer przedstawiła nam skuteczne rozwiązanie, które w zupełności spełniało nasze wymagania. Jest to rozwiązanie, które łączy elementy lakierni automatycznej typu power&free oraz lakierni manualnej, jednocześnie jest bardzo efektywne kosztowo.
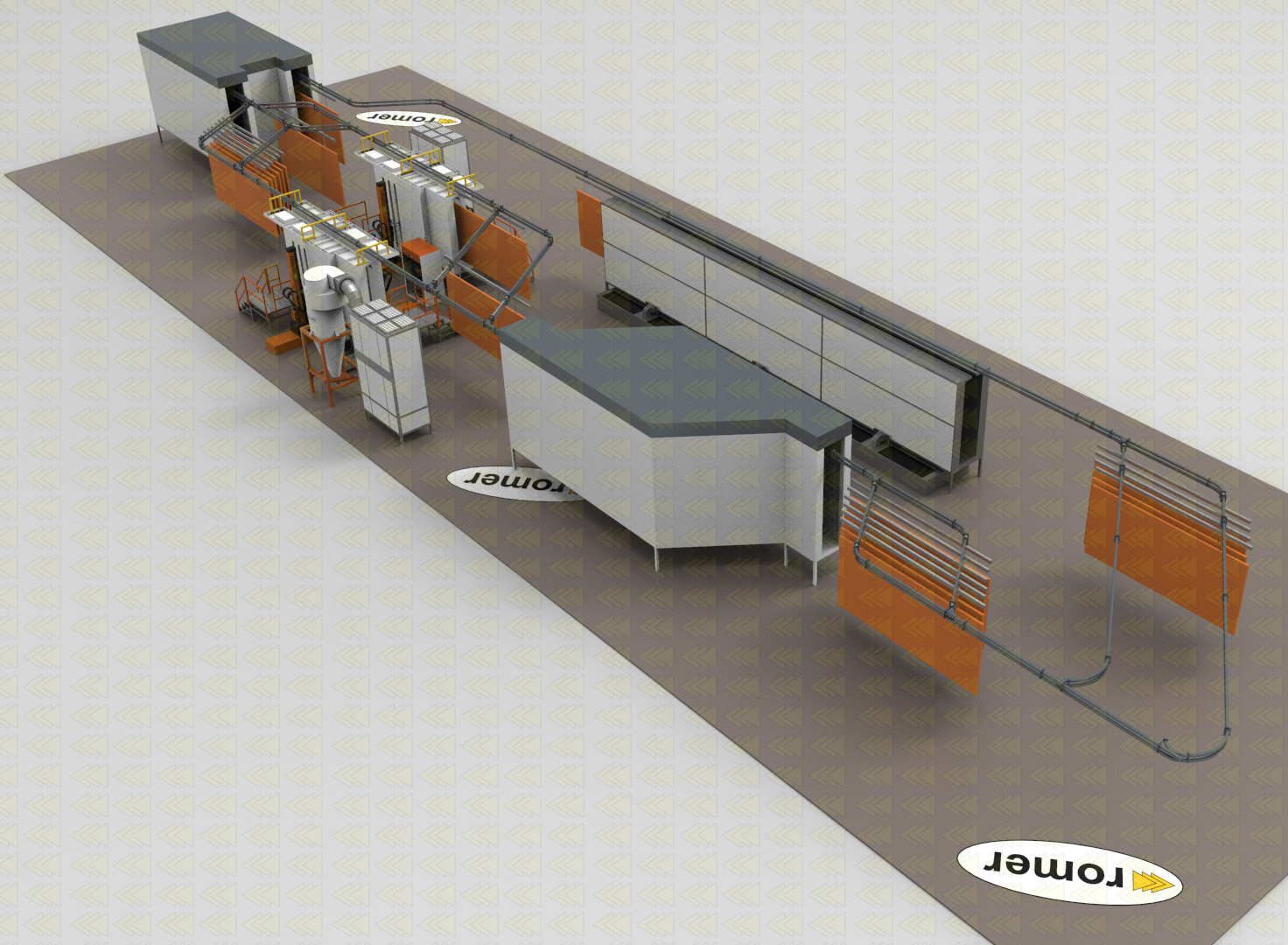
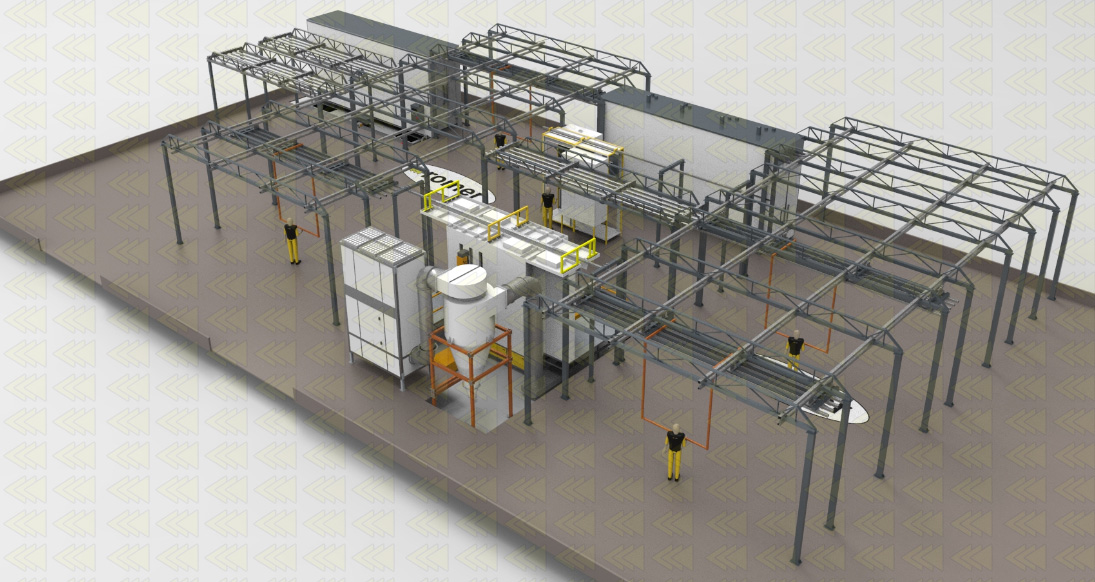
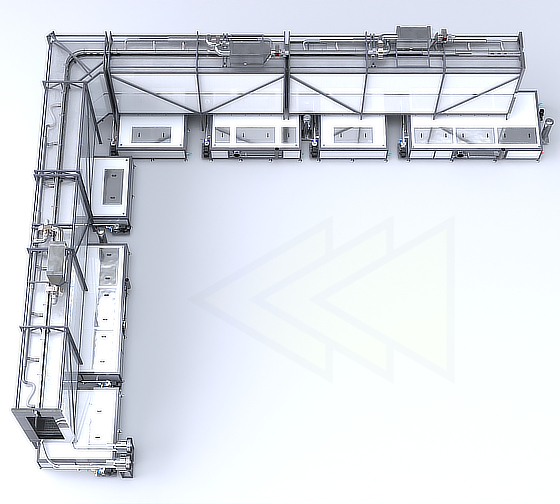
System transportu
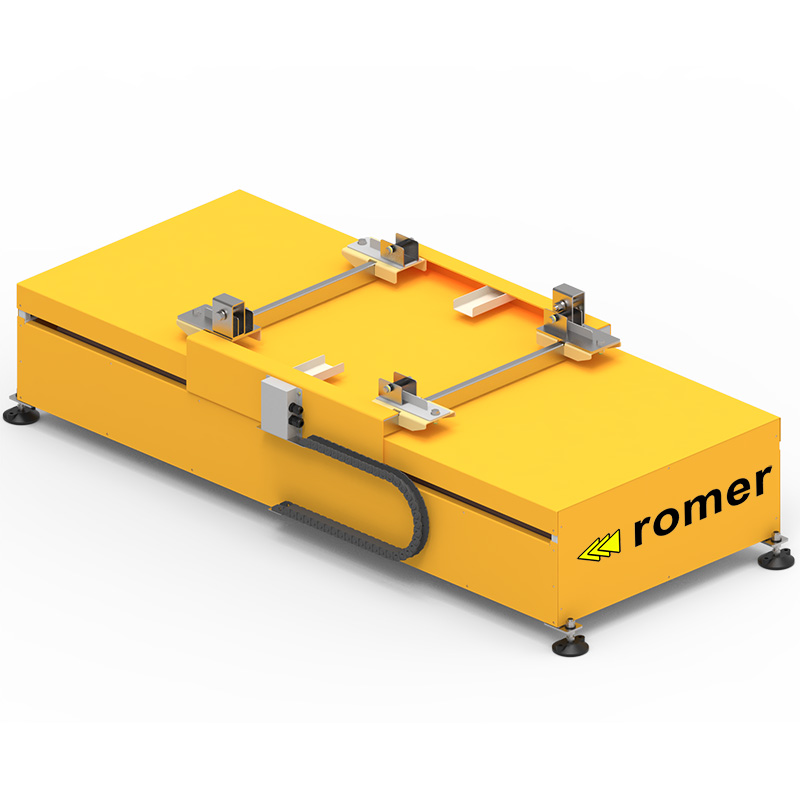
Zawieszanie i transport wyrobów odbywa się na trawersie poprzecznym – umożliwia lakierowanie detali do 4500 mm. Masywne wykonanie szyn i kratownic ułatwia zawieszanie elementów o łącznej wadze 900 kg na jednej belce transportowej.
Wózek transportowy, jak również urządzenia typu piec, suszarka, myjnie – wszystkie te elementy wyposażone są w pięć torów o przekroju 70 × 70, co znacząco zwiększa wydajność całej linii, ponieważ w jednym czasie pięć belek transportowych może być poddawanych obróbce w każdym z tych urządzeń. Przejazd belek transportowych odbywa się w lakierni półautomatycznie, to znaczy belki wprowadzane do kabiny automatycznej są zabierane przez napęd cierny, który automatycznie wprowadza belkę do lakierowania i transportuje do momentu wyjechania na wózek poprzeczny znajdujący się z drugiej strony kabiny.
Napęd w kabinie, sterowany falownikiem, wyposażony jest w precyzyjny enkoder, który dzięki integracji systemów, komunikuje się z innymi urządzeniami i dostarcza im bieżących informacji o prędkości.
Układ sterujący
Sterowanie całym systemem nanoszenia odbywa się z poziomu panelu dotykowego Romer ProfiControl 10”, który zapewnia całkowitą integrację posiadanych systemów według standardu Industry 4.0. Jest to również dobre rozwiązanie z tego względu, że Romer jest producentem podzespołów elektronicznych oraz oprogramowania do nich, co za tym idzie, serwis i obsługa realizowane są na zupełnie innej płaszczyźnie: – producent – producent, a to otwiera nowe możliwości.
ProfiControl standardowo umożliwia programowanie ustawień wszystkich pistoletów, zarówno serii romer ProfiSpray, jak i Proton II, w tym ustawień prądowych oraz pneumatycznych bez konieczności podchodzenia do nich. Nie ma potrzeby zakupu dodatkowych elementów pośredniczących, które odpowiadają tylko za komunikację.
Standardowo również takie programy lakierowania składają się z ustawień, np. manipulatorów – w tym prędkości automatycznego dosuwania się, posuwu góra-dół, czy parametrów tzw. oversprayu, czyli kiedy pistolet przed detalem ma zacząć malować, a kiedy skończyć.
W zależności od szyku pistoletów, standardowo sterownik ProfiControl wyposażony jest w algorytmy, które mają optymalizować grubość nakładanej powłoki w oparciu o prędkość przenośnika, powierzchnię do lakierowania, zużycie zwężek w inżektorach itp.
Wszystkie te systemy są bardzo pomocne w tym, by utrzymać wysoką jakość lakierowanych detali, to jest powtarzalność nanoszonej powłoki. Czynnik ludzki wyeliminowany jest w tym przypadku do niezbędnego minimum.
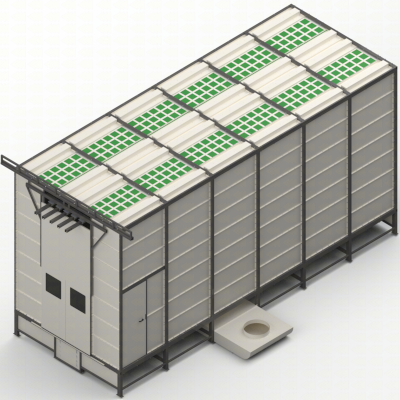
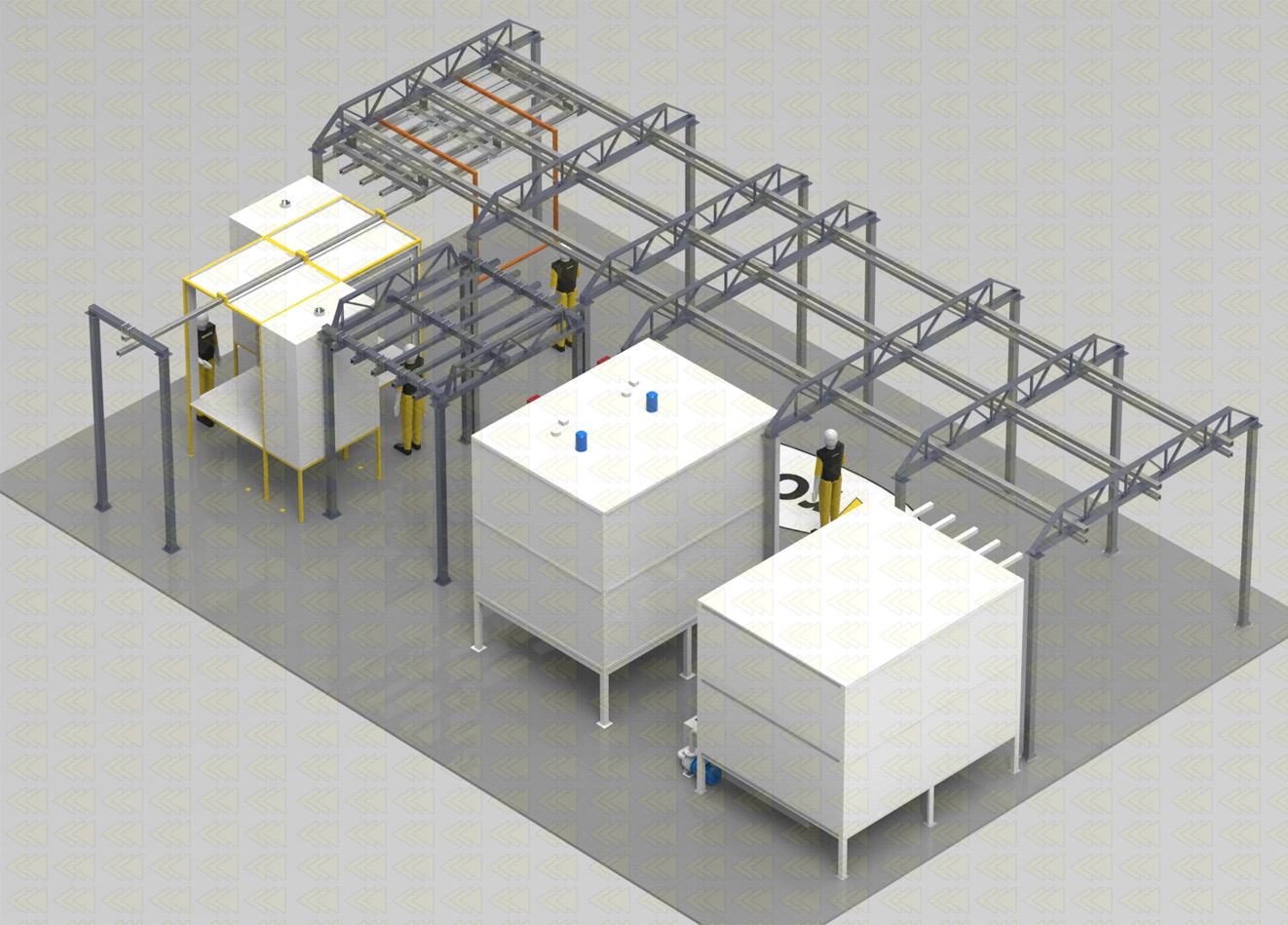
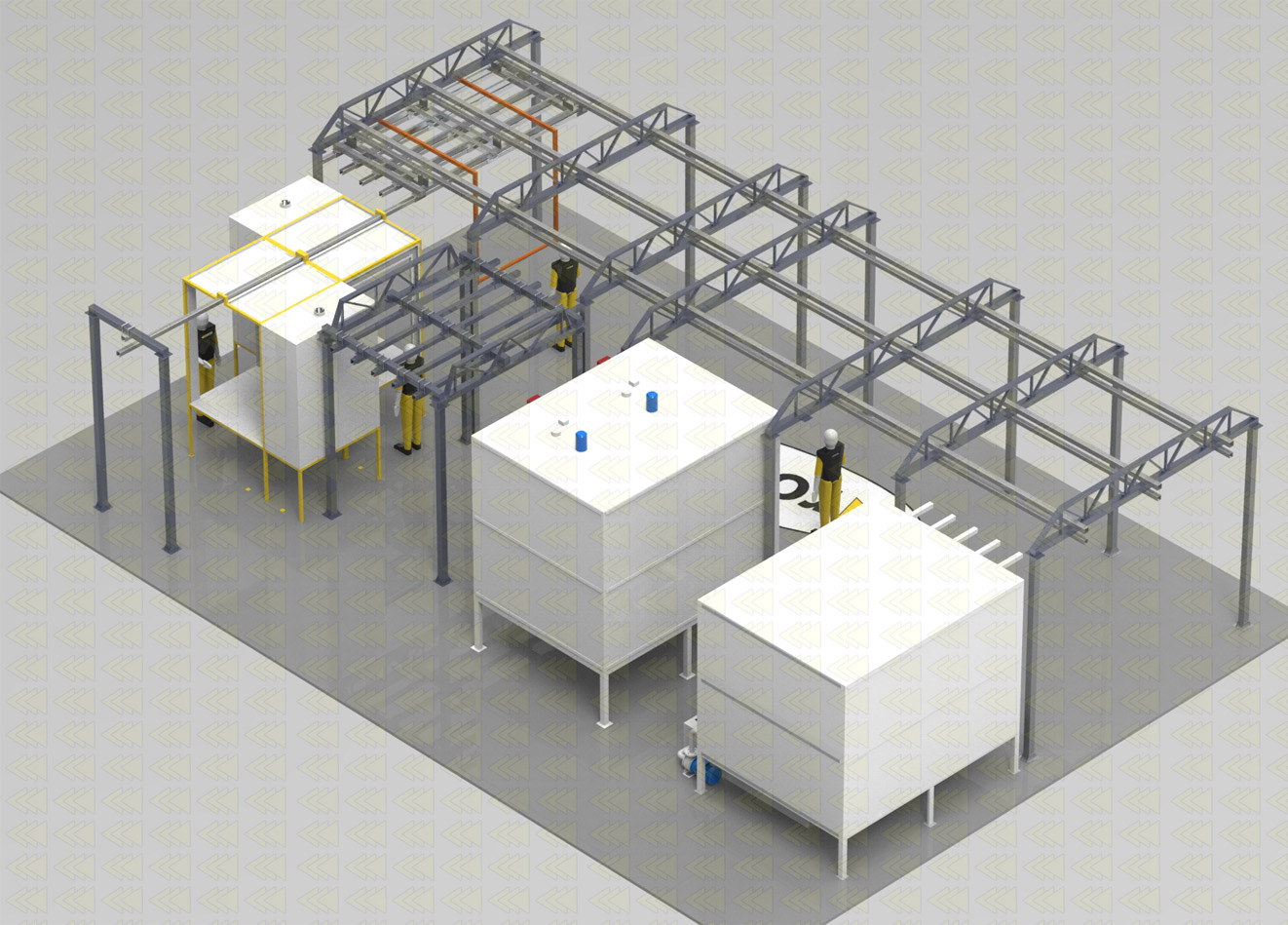
Proces ten odbywa się w 7-etapowej myjni dwukomorowej. Najpierw w komorze pierwszej brudnej (w zależności od materiału detale ze stali czarnej są odtłuszczane i fosforanowane, następnie płukane wodą sieciową o przewodności nieprzekraczającej 1000 uS) oraz w następnej drugiej czystej komorze (detale są płukane wodą zdemineralizowaną o niskiej przewodności w okolicach 10 uS). W przypadku aluminium w komorze pierwszej brudnej detale są odtłuszczane i nanoszona jest na nie powłoka cyrkonowa, potem są płukane wodą sieciową o przewodności nieprzekraczającej 1000 uS oraz w następnej drugiej czystej komorze – płukane wodą zdemineralizowaną o niskiej przewodności w okolicach 10 uS. Potem na elementy aluminiowe nanoszona jest powłoka pasywacyjna, po czym są ponownie płukane wodą zdemineralizowaną. W pierwszej brudnej komorze zabiegi są ogrzewane bezpośrednio gazowymi wymiennikami ciepła.
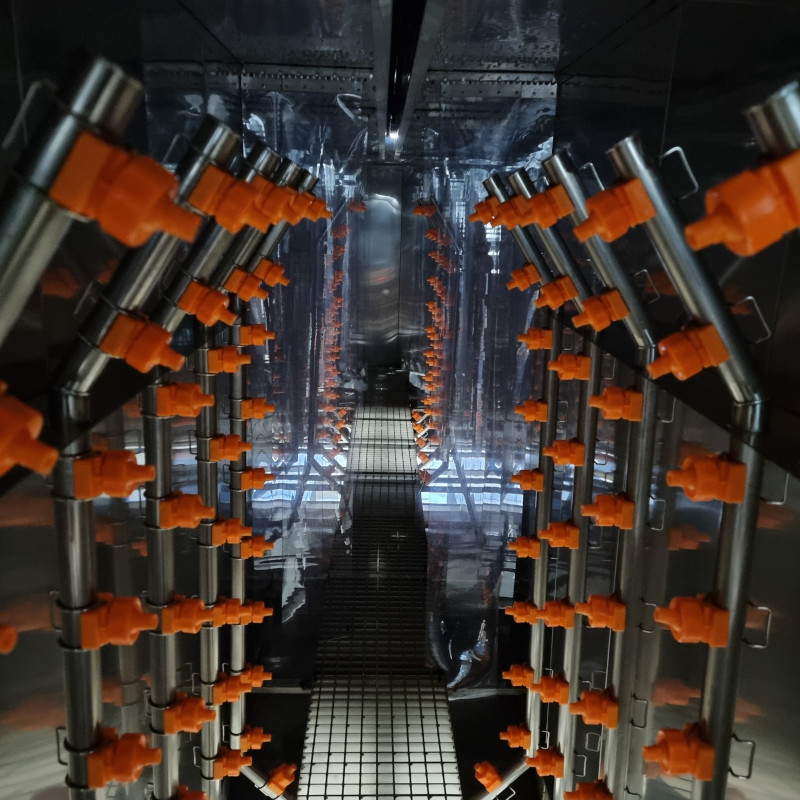
Myjnia komorowa, w połączeniu z bardzo wydajną pompą oraz dużą liczbą dysz, zapewnia bardzo dobre parametry mycia oraz nie przegrzewa chemii.
Wszystkie wanny wyposażone są w bezstopniowe czujniki poziomu cieczy, co jest dobrym rozwiązaniem – dosyć drogim, jednak tutaj nie oszczędza się na dobrych rozwiązaniach. Każda z wanien wyposażona jest również w osobny zespół klap do powrotu cieczy oraz osobną pompę podającą. Z kolei sama komora posiada osobne rurociągi do płukania oraz chemii – wszystko to, żeby zminimalizować proces mieszania cieczy.
Komora myjąca wyposażona jest w automatyczne kaskady, możemy tu dowolnie programować, z których wanien, jakimi dawkami i w którym momencie mają się uzupełniać. Wanny są wtedy odpowiednio uzupełniane w trakcie trwania cyklu.
Ostatnie z wanien wyposażone są w trójkolumnową stację produkcji wody zdemineralizowanej, funkcjonującej z silnie kwasowym kationitem pracującym w cyklu wodorowym, silnie zasadowym anionitem pracującym w cyklu wodorotlenowym i ostatnia kolumna filtruje wodę węglem aktywnym.
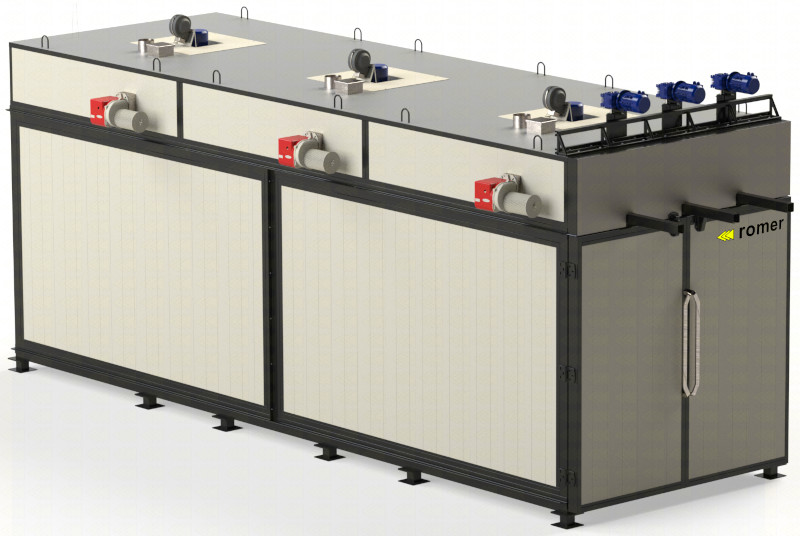
Suszenie detali
Po umyciu detale przejeżdżają do suszarki, która posiada własny system ogrzewania gazowego za pośrednictwem dwóch wymienników ciepła z dużym zapasem mocy, co zapewnia szybki start urządzenia oraz umożliwia dowolne sterowanie temperaturą. W suszarce pracują dwa niezależne układy wentylatorowe rozprowadzające powietrze. Suszarka standardowo posiada możliwość programowania, ile oraz w jakich interwałach czasowych ma odprowadzać wilgoć.
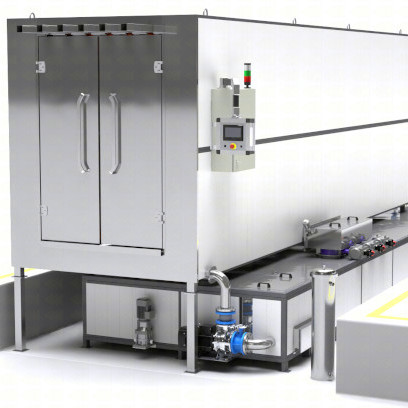
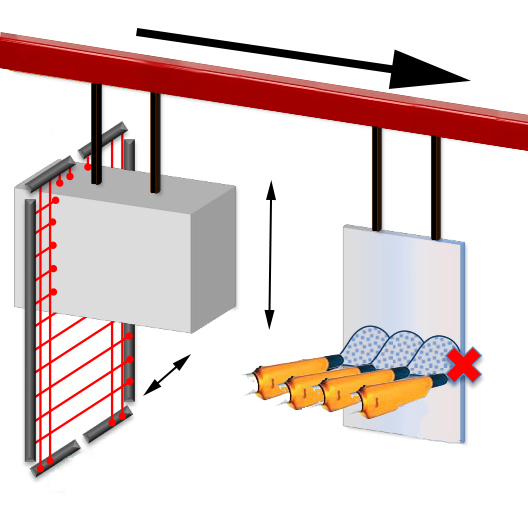
Proces lakierowania Po wysuszeniu elementy wjeżdżają do kabiny proszkowej. Jednak zanim tam wjadą, przejeżdżają przez zespół bramek pomiarowych, które mają za zadanie zmierzyć detal w dwóch osiach – szerokość oraz wysokość.
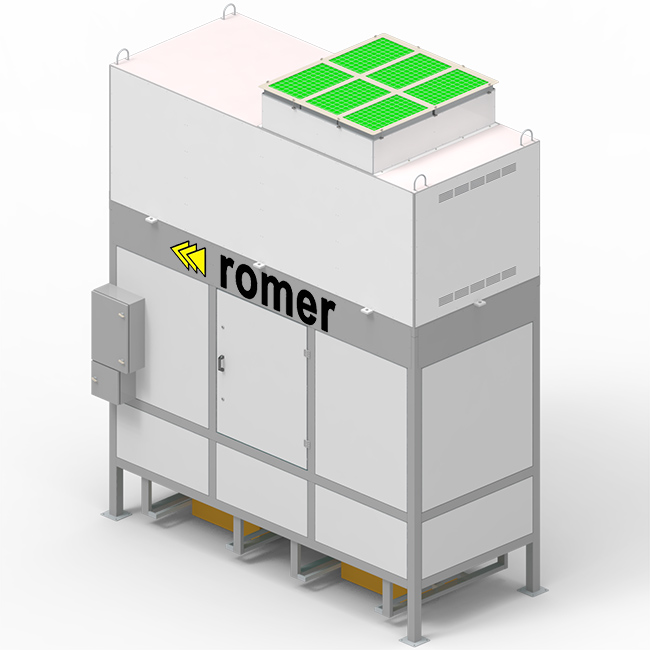
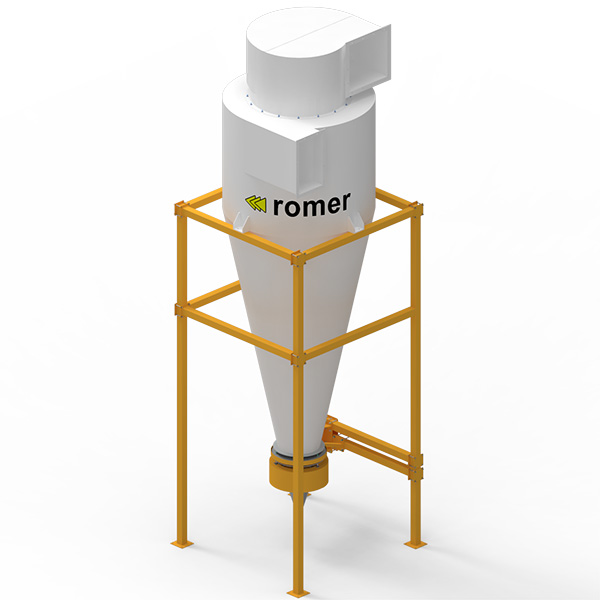
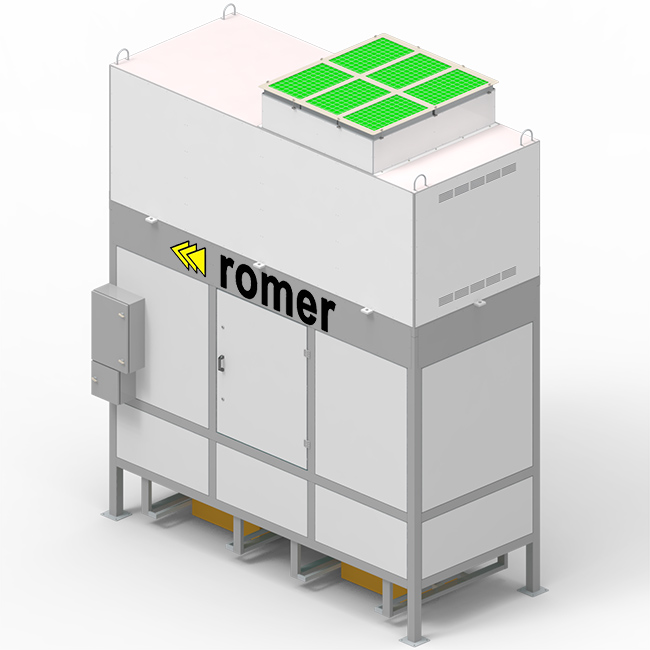
Po przeanalizowaniu wymiarów detalu, na bazie ustawionych parametrów programu, pistolety przysuwają się na zadane odległości. Tutaj rozpoczyna się proces malowania w kabinie proszkowej do szybkiej zmiany kolorów. Wykonana jest ona z dielektrycznego PCV. Malowanie odbywa się w środowisku elektrostatycznym, przy zastosowaniu aplikatorów proszkowych serii romer ProfiSpray. Sterownik ProfiControl, dostosowując program malowania do konkretnych elementów, uruchamia jedynie te pistolety, które mają przed sobą dany detal, oszczędzając w ten sposób proszek. Zespół pistoletów romer ProfiSpray zamontowany jest do manipulatorów znajdujących się po obu stronach kabiny, gdzie w zaprogramowanym zakresie góra–dół, równomiernie podając farbę, malują przejeżdżające przed nimi detale. Dzięki zastosowaniu osi jezdnych pistolety utrzymują stałe zaprogramowane odległości od malowanych detali. Kabina wyposażona jest w dodatkowe miejsca dla malarzy do manualnych poprawek. Zalegająca na podłodze kabiny farba jest systematycznie zdmuchiwana przez pneumatyczne listwy powietrzne znajdujące się na obu ścianach. Kabina za pośrednictwem bloku odpylającego zasysa powietrze wraz z rozpylaną farbą w stronę szczeliny znajdującej się na środku. Większość zasysanej farby jest odwirowywana w cyklonie, skąd za pośrednictwem tak zwanej pompy transferowej z użyciem niskiej ilości powietrza romer RP-01 jest wypompowywana do centrum proszkowego ProfiCenter CP02. Trafiająca tam farba jest przesiewana przez sito ultradźwiękowe o zmiennej gradacji i następnie trafia do zbiornika zasadniczego, skąd jest zasysana ponownie przez rozwartokątne pompy inżektorowe. Część farby, która nie została odzyskana w cyklonie, trafia do bloku odpylającego, gdzie jest odfiltrowana przez zespół filtrów poliestrowych i stanowi odpad. Pozbawione cząsteczek farby czyste powietrze jest ponownie filtrowane przez filtr końcowy, skąd wraca z powrotem do pomieszczenia. Kabina oszczędza tym samym ciepło w hali oraz skutecznie zapobiega powstaniu atmosfery wybuchowej. Oczyszczanie filtrów w bloku filtracyjnym odbywa się pneumatycznie w cyklu automatycznym, czasowo lub manualnie poprzez wciśnięcie przycisku przez operatora. Każdy z filtrów czyszczony jest osobno, a specjalnie opracowana dysza pozwala na oczyszczenie całego filtra. Jest to bardzo ważny element, ponieważ źle realizowany system czyszczenia filtrów uniemożliwia pracę kabiny na zatkanych filtrach.
Zmiana koloru
ProfiCenter CP02 umożliwia również automatyczne czyszczenie inżektorów oraz zbiornika. Po wciśnięciu odpowiedniego przycisku na panelu dotykowym zbiornik jest automatycznie opróżniany z farby, aby przejść przez dokładny cykl czyszczenia. ProfiCenter CP02 mocnymi uderzeniami powietrza czyści automatycznie zbiornik, węże i inżektory. Wracająca z cyklonu farba podczas cyklu czyszczenia uzupełnia worek ze świeżą farbą, zapewniając oszczędności. Automatyczne pistolety proszkowe romer ProfiGun PA-1 podczas automatycznego wycofywania się z kabiny w trakcie cyklu czyszczenia są automatycznie odmuchiwane przez zespół dysz pneumatycznych zamontowanych na boku ścian korpusu kabiny. Zastosowanie ProfiCenter CP02 w zestawieniu z transferową pompą farby zapewnia nieosiągalny dotąd komfort pracy, ułatwiając zmiany koloru.
W ProfiCenter CP02 stosunek farby odzyskanej do świeżej jest programowalny, co umożliwia jeszcze lepszą kontrolę nad procesem. Na pewno są takie produkty, które wymagają wysokiej jakości lakierowania – malowane są wtedy tylko świeżą farbą – zadając odpowiednie parametry odzysku farby. Jeżeli jakość jest na wystarczająco dobrym poziomie, można ustawić stosunek farby świeżej do odzyskanej 50/50 – umożliwia to bezstopniowy czujnik poziomu farby w zbiorniku zasadniczym.
ProfiCenter CP02 jest wyposażone w wagę farby świeżej, która jest sumowana do określonego zlecenia. Świeża farba jest stamtąd zasysana do zbiornika zasadniczego, gdzie jest dodatkowo przesiewana przez sito ultradźwiękowe, zapewniając jeszcze lepszą jakość lakierowanych detali.
Kabina plastikowa KA-1, manipulatory serii MA1, dojazdy serii MX1-100, ProfiCenter CP02, taka konfiguracja kabiny pozwala na zmianę koloru nawet w 15 minut.
Krótkie serie
Kabina proszkowa dwustanowiskowa wyposażona w zbiorniki na farbę odpadową, która znajduje się w sąsiedztwie kabiny automatycznej, umożliwia malowanie krótkich serii. Jest to rozwiązanie dla lakierowania serii o długości, dla których nie ma ekonomicznego uzasadnienia, by uruchamiać kabinę automatyczną czy zmieniać dla niej kolor. Lakierowanie na tym stanowisku odbywa się ręcznie.
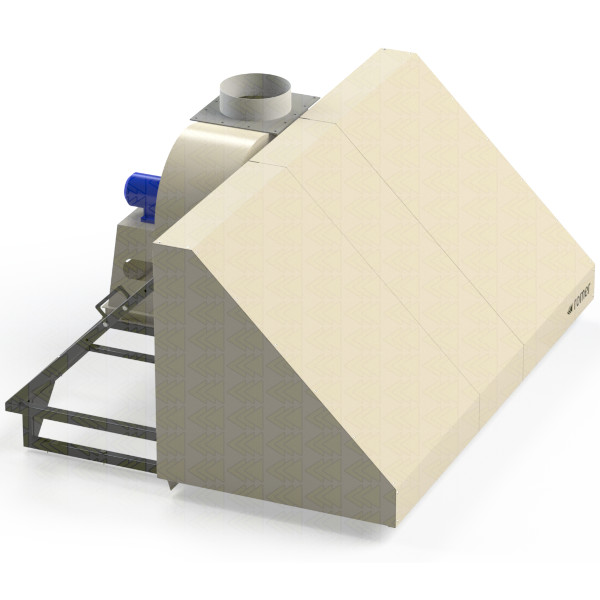
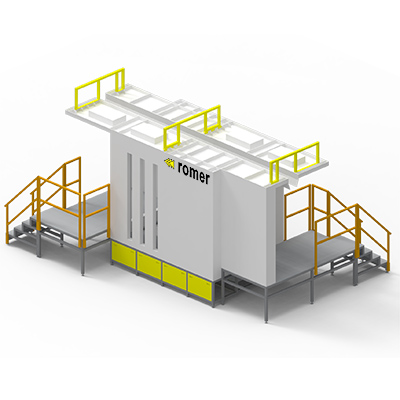
Polimeryzacja proszku
Po lakierowaniu detale wjeżdżają do pieca w celu polimeryzacji, zasilanego gazem za pośrednictwem dwóch wymienników ciepła. Zarówno piec, jak i suszarka wykonane są w całkowicie zmontowanych elementach, co umożliwia ich szybki montaż.
Sterowanie urządzeniami, w tym pieca, jest bardzo rozbudowane i posiada takie funkcje, jak licznik zużycia mediów z ich pełną historią w rozbiciu na cykle czy np. zaplanowaną gotowość w godzinach pracy, tj. o godz. 7.00 piec może już być zagrzany – gotowy do pracy. Sterownik umożliwia standardowo ustawianie ramp wygrzewania w ramach 20 programów, każdy z nich wyposażony w 10 kroków, co jest niezwykle ważne w przypadku wrażliwych farb, np. jasnych kolorów. Te wszystkie funkcje przekładają się na efektywną pracę oraz, co ważne, dokładną informację o kosztach poszczególnych partii produkcyjnych.
Po opuszczeniu pieca do utwardzania polakierowane detale chłodzą się na stanowiskach spoczynkowych. Schłodzone polakierowane detale są przetransportowywane i zdejmowane z trawersu poprzecznego. Następnie trafiają do procesu pakowania, po którym są dostarczane do odbiorców.
Firma posiada w stałej ofercie oświetlenie meblowe, schodowe, elewacyjne, ogrodowe, łazienkowe, oprawy oświetleniowe, ogrodowe słupki elektryczne, lustra z oświetleniem, wyposażenie łazienkowe (schowki WC, szafki, półki wnękowe i naścienne). Realizuje również zlecenia indywidualne oraz świadczy usługi w zakresie cięcia i obróbki szkła, ciecia laserowego różnorodnych materiałów, spawania laserowego (robotem Fanuc), obróbki plastycznej blach, obróbki mechanicznej profili aluminiowych, lakierowania proszkowego.
W wyniku znacznego wzrostu sprzedaży i rozszerzenia oferty handlowej zaistniała konieczność rozbudowania firmy. Powstały nowe hale o łącznej powierzchni ponad 5600 mkw., a kolejna, o powierzchni 950 mkw., jest w trakcie realizacji. W celu wypromowania nowych produktów rozbudowano stronę internetową, powstały nowe katalogi tematyczne, firma wystawia się na międzynarodowych targach branżowych (Bolonia – Cersaie, Warszawa – Warsaw Home i Warsaw Build, Katowice – 4 Design Days), na których prezentowano innowacyjne produkty, jakimi są podtynkowe szczelne schowki łazienkowe.
Firma zatrudnia ok. 140 osób. Główne kompetencje pracowników to doświadczenie w obsłudze maszyn CNC, znajomość programów CAD, kierunkowe wykształcenie, wprowadzanie optymalizacji procesów produkcyjnych, usprawnień technicznych, konstruowanie oprzyrządowania technologicznego, wieloletnie doświadczenie w rozwoju sieci sprzedaży na rynku krajowym i zagranicznym, długofalowe relacje biznesowe.






