


































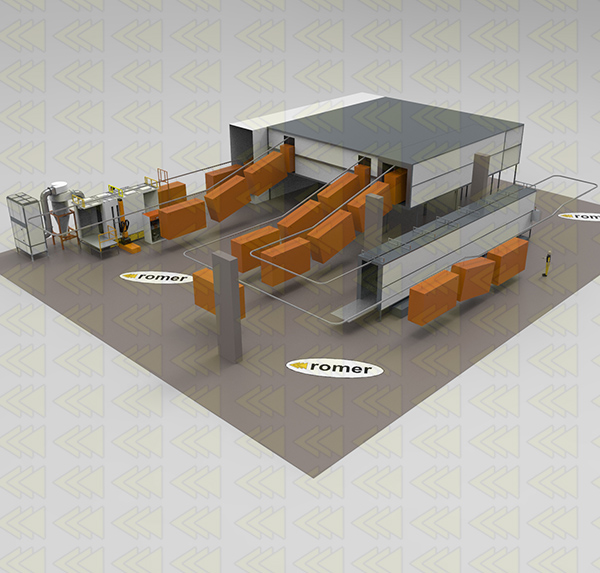
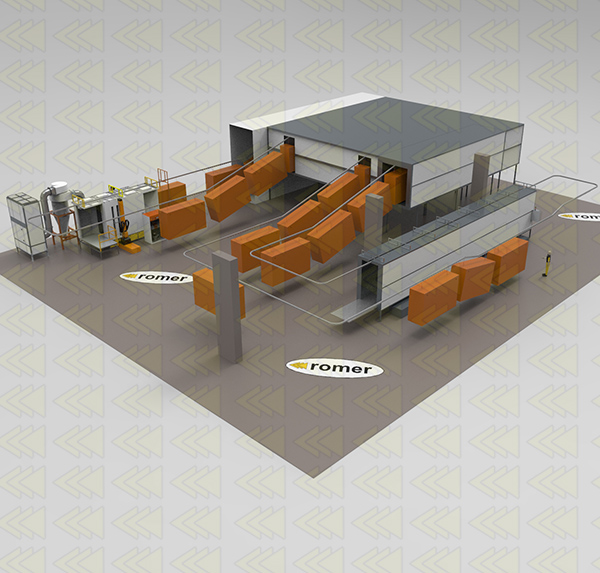
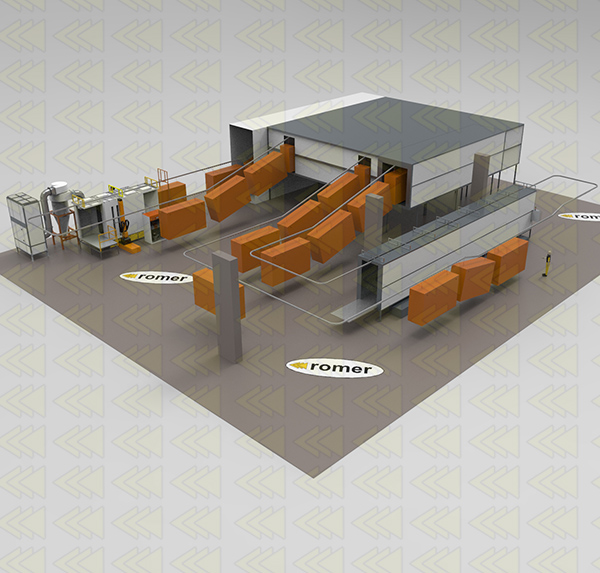




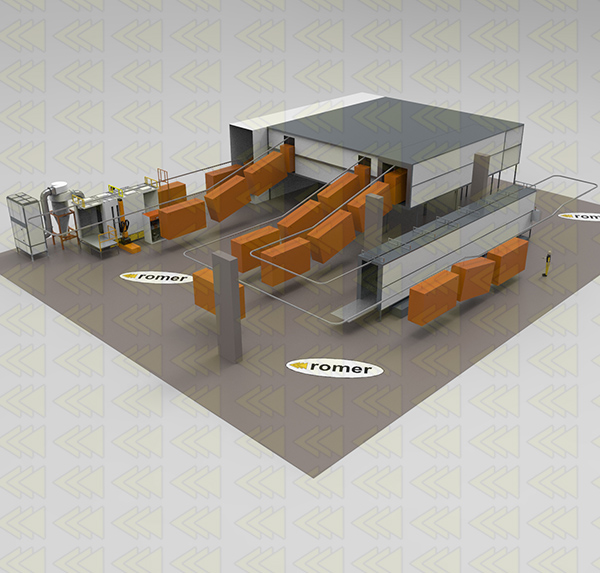



Fully automated powder coating process at the manufacturer of furniture accessories

The fully automated powder coating line is the latest investment of Zamtechnika Spółka z oo in Mielec. This furniture accessories manufacturer set high technical requirements for the line supplier. The choice fell on Romer, a Polish manufacturer of powder paint shops.
The potential supplier was set quite high on the bar of requirements as to the installation of the powder coating plant. - The paint shop was supposed to be advanced, i.e. as automated as possible, because most of the processes in our plant are automatic and I cannot imagine that in this case it would be otherwise - remembers Szymon Kuś from Zamtechnika. - And most importantly, once these requirements were met, the paint shop was to be delivered and installed quickly. The competitive offer, after meeting the requirements, was almost twice as expensive - in this case we could not make any other choice but to choose Romer. As it turned out in practice, which works to our advantage, the safety margin designed by Romer was in this case large enough to allow us to accelerate the line by up to 20 percent. in relation to the designed capacity.
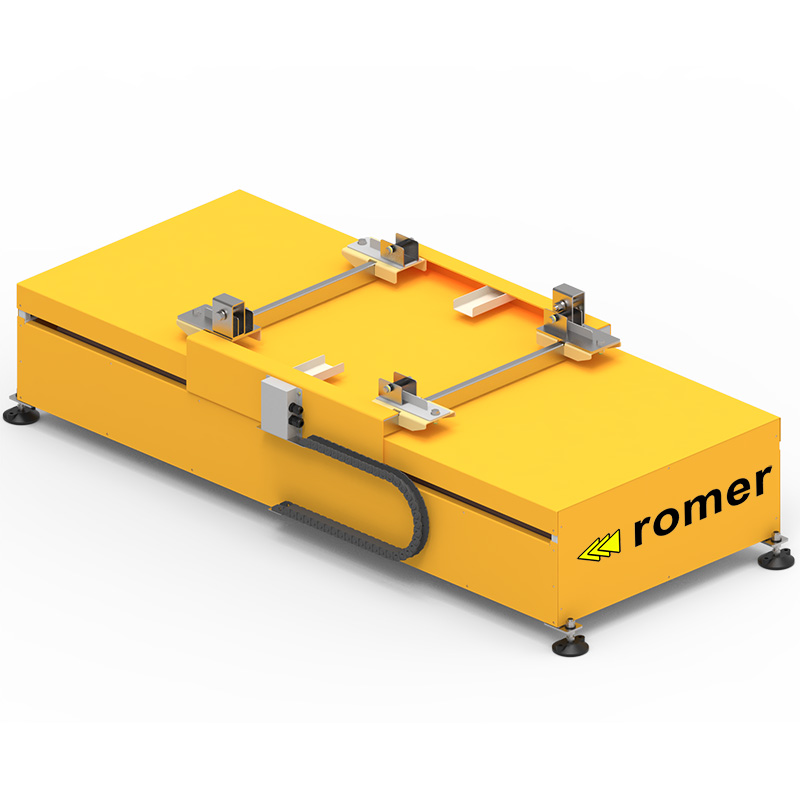
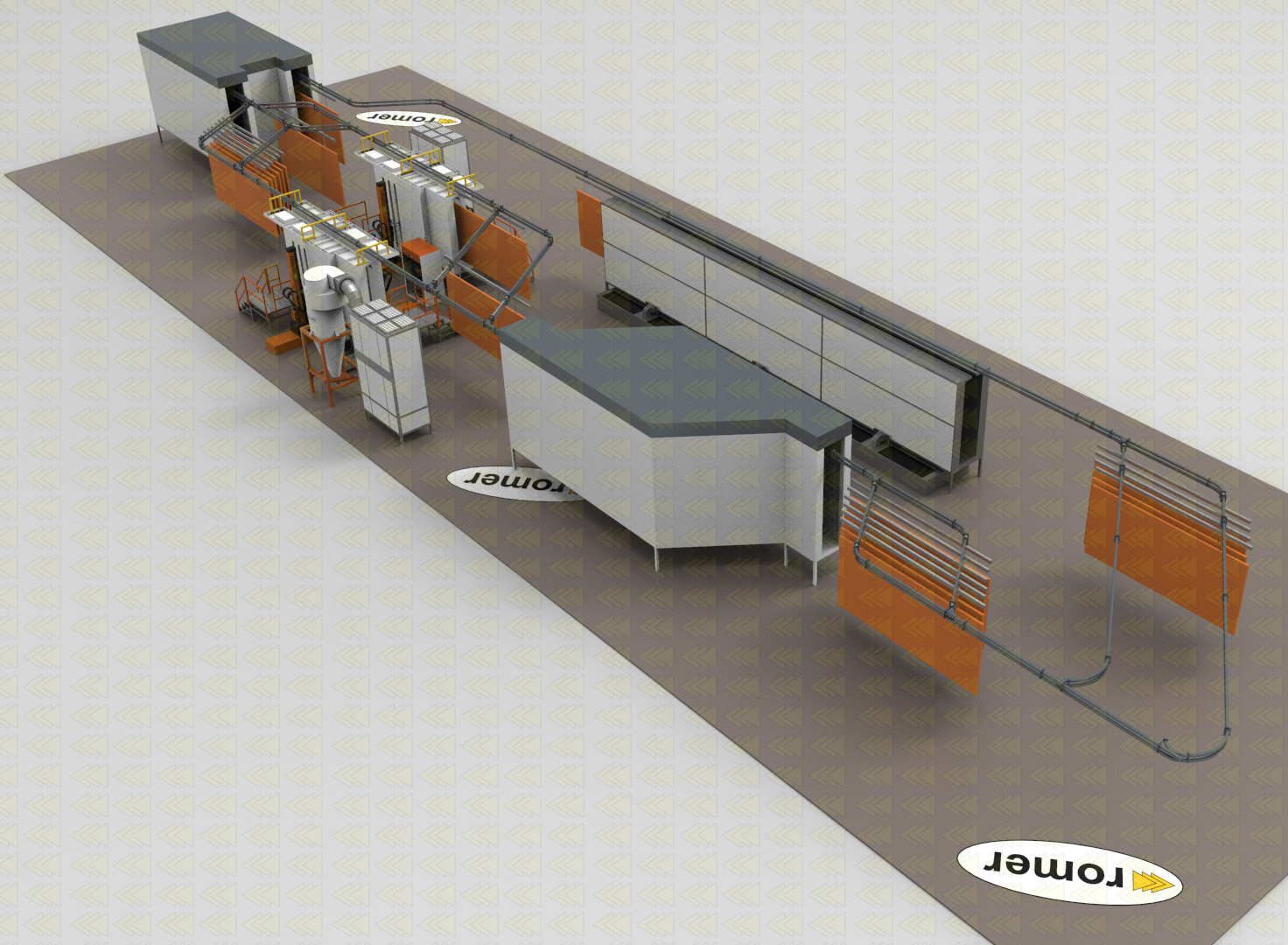
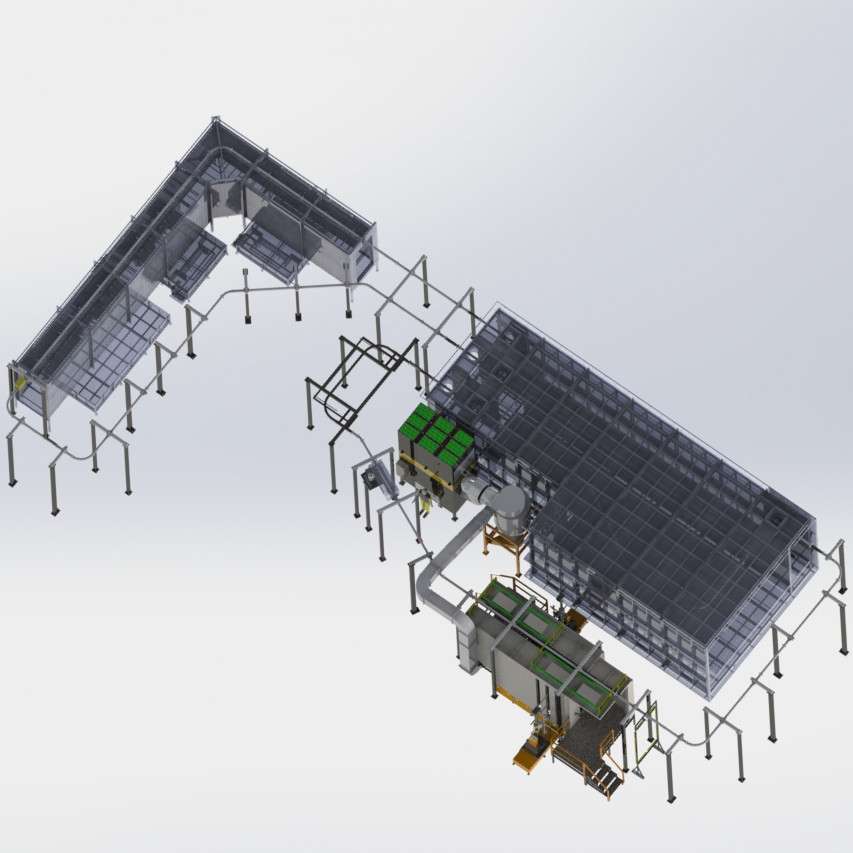
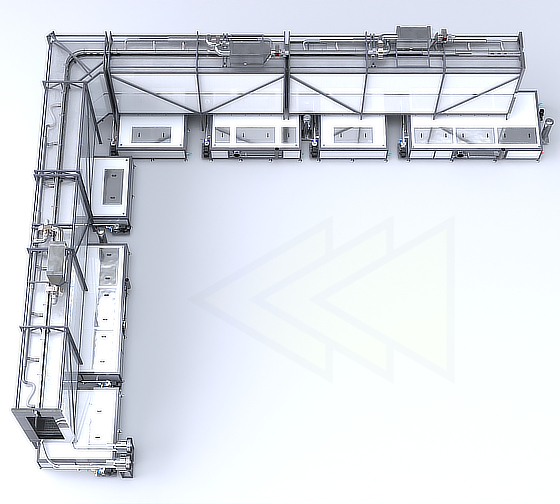
Transport system
The products are hung and transported on a monorail chain conveyor. The massive construction of the chain and rails in combination with densely placed hangers, allows you to hang elements almost freely without worrying about possible damage or overload.
- The entire length of the chain can be used to hang loads of up to 7,000 kg, which is, for us, a future-proof solution and guarantees many years of failure-free operation - says Szymon Kuś.
The chain on the conveyor is lubricated automatically. The drive - controlled by an inverter - is protected by a friction clutch, equipped with a precise encoder, which, thanks to system integration, communicates with other devices and provides them with current speed information.
Control mode
The entire system is controlled from the Romer ProfiControl 10-inch touch panel. It ensures complete integration of the owned systems according to the Industry 4.0 standard. It is also a good solution because Romer is a producer of electronic components and software for them. As a result, service and maintenance is carried out on a completely different plane: producer - producer, and this opens up new possibilities.
ProfiControl allows you to program the settings of all guns as standard, both the romer ProfiSpray and Proton II series, including current and pneumatic settings without having to approach them. There is no need to purchase additional intermediary elements that are only responsible for communication
As a standard, painting programs also consist of settings, for example, of manipulators, including the speed of automatic approach, feed up and down, or parameters of the so-called overspray, i.e. the moments when the gun is to start painting before the detail and when to finish.
Depending on the pattern of guns, the ProfiControl controller is equipped with algorithms that are to optimize the thickness of the applied coating based on the conveyor speed, surface to be painted, orifice wear in the injectors, etc.
All these systems are very helpful in maintaining the high quality of painted details, i.e. the repeatability of the applied coating. The so-called human factor is eliminated in this case to the necessary minimum.
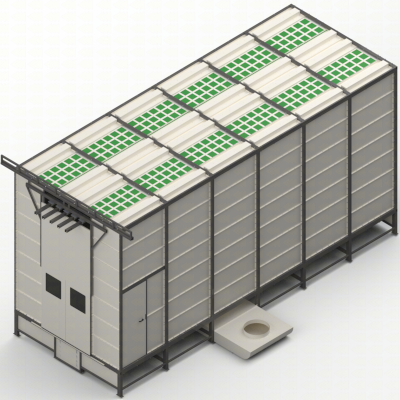
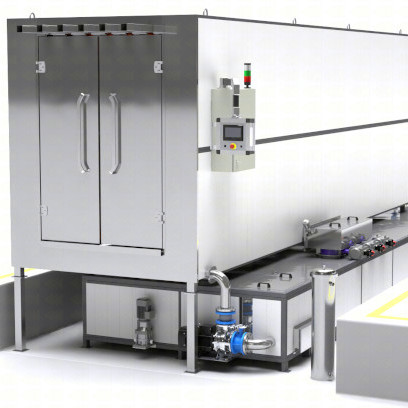
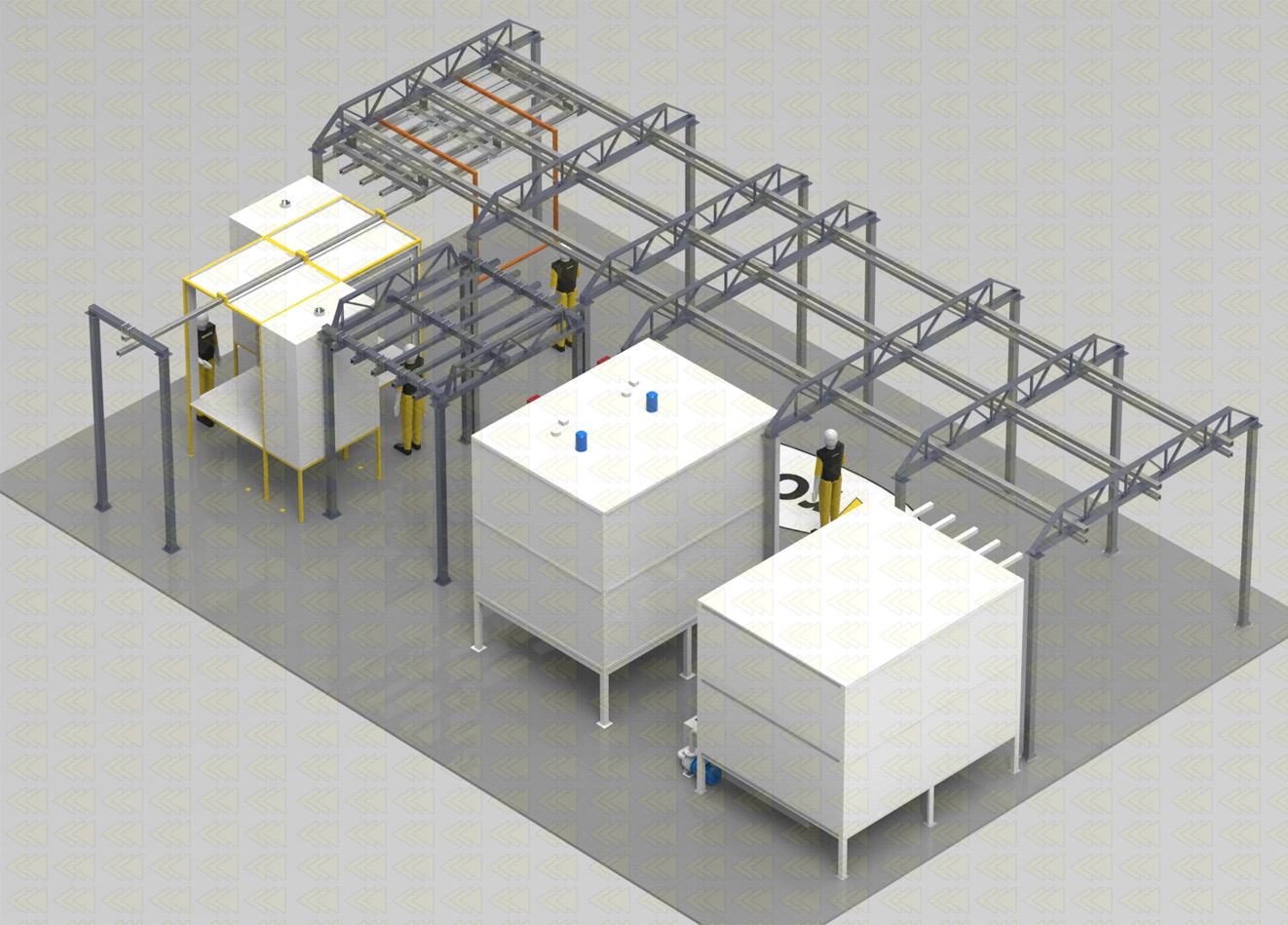
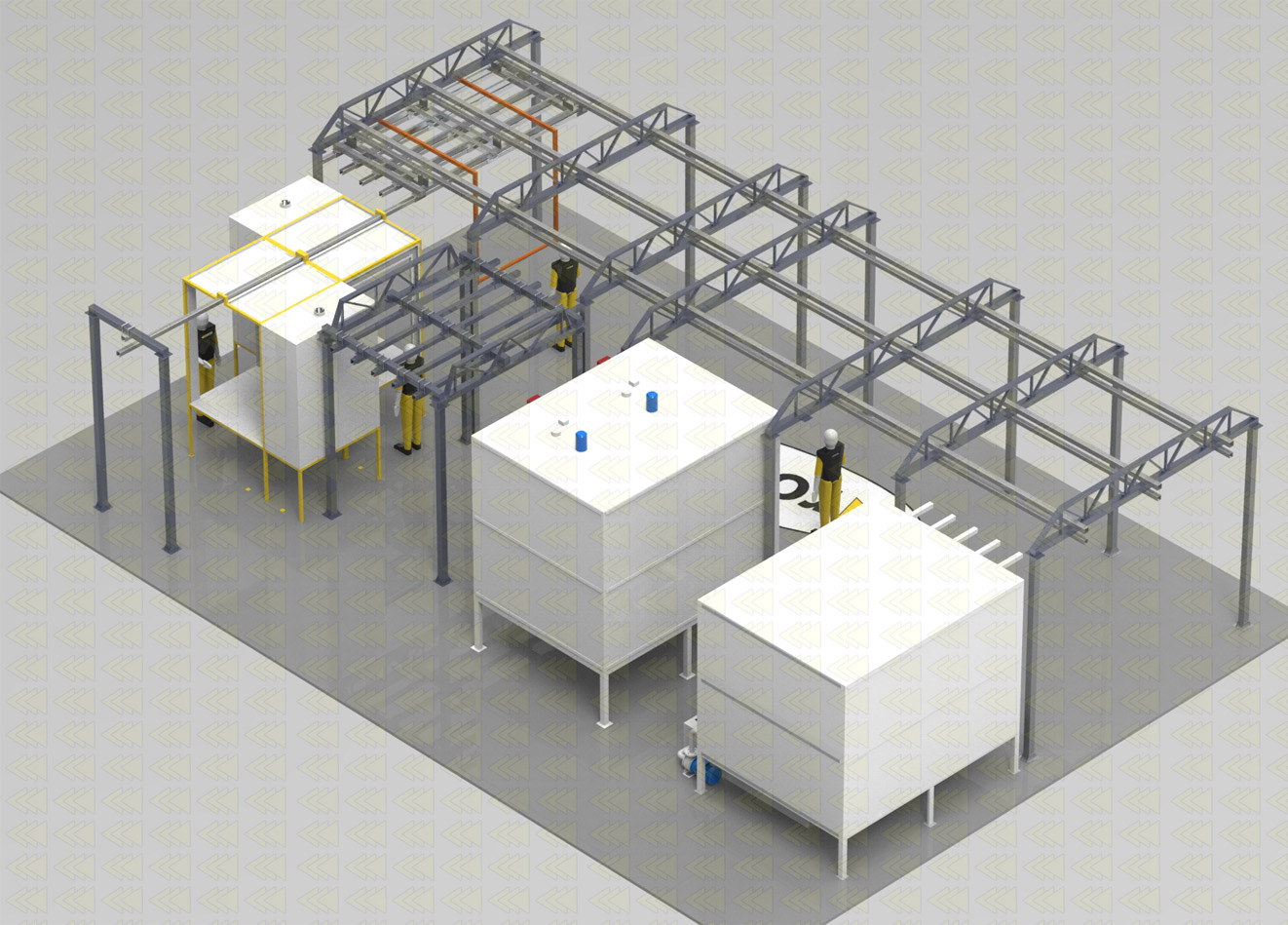
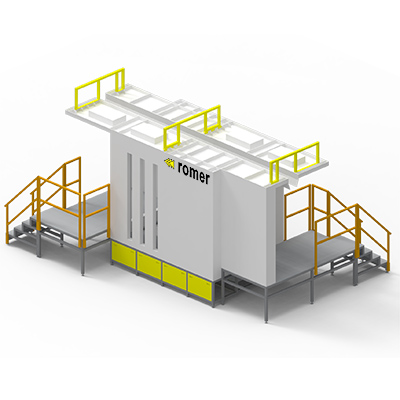
Surface preparation takes place in a three-stage tunnel car wash. First, the parts are degreased and phosphated, then rinsed with mains water with a conductivity not exceeding 1000 µS and rinsed with demineralized water with low conductivity.
The tunnel car wash has lifts along the entire length, which ensures no emission of vapors in the hall.
The first treatment is heated directly with a gas heat exchanger. In combination with a very efficient pump and a large number of nozzles, it ensures very good mixing of the liquid, does not overheat chemicals and eliminates additional circulation pumps.
- All bathtubs are equipped with stepless liquid level sensors, which is a good solution, but expensive, but here we do not save on good solutions - says Szymon Kuś. - Thanks to this, the entire tunnel is equipped with automatic cascades, we can freely program them, at what point they should replenish and how much chemicals should be added. The bathtubs are then properly replenished during the cycle.
The last bath is equipped with a three-column demineralised water production station working with a strongly acid cation exchanger in the hydrogen cycle and a strongly basic anion exchanger in the hydroxide cycle, and the last column filters the water with active carbon.
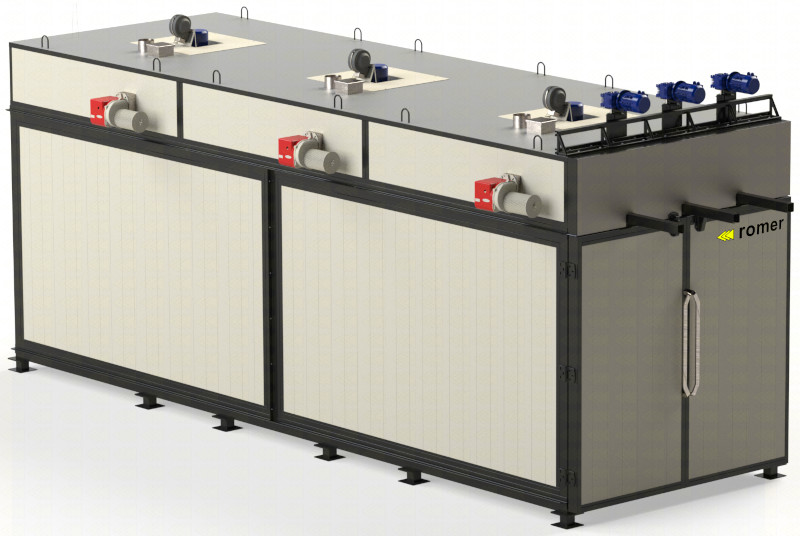
Drying of details
After washing, the details go to the dryer, which has its own gas heating system with a heat exchanger with a large reserve of power, which ensures a quick start of the device and allows you to control the temperature even in the range from 120 to 200 degrees C, which is not possible in the case of secondary heating from the furnace. The dryer inlet and outlet are closed with air curtains. The dryer has fan systems that distribute the air inside.
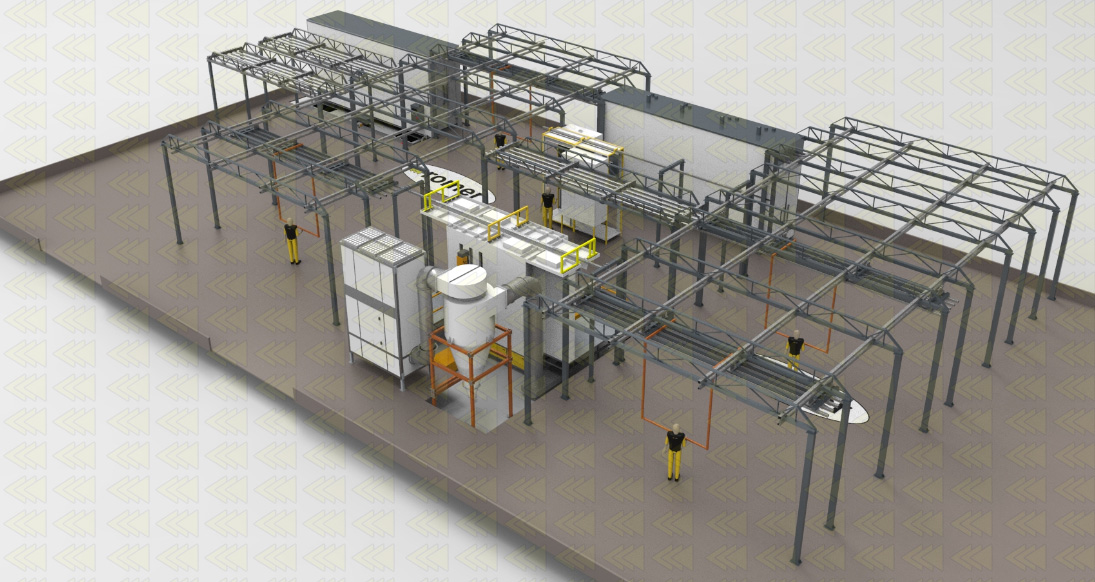
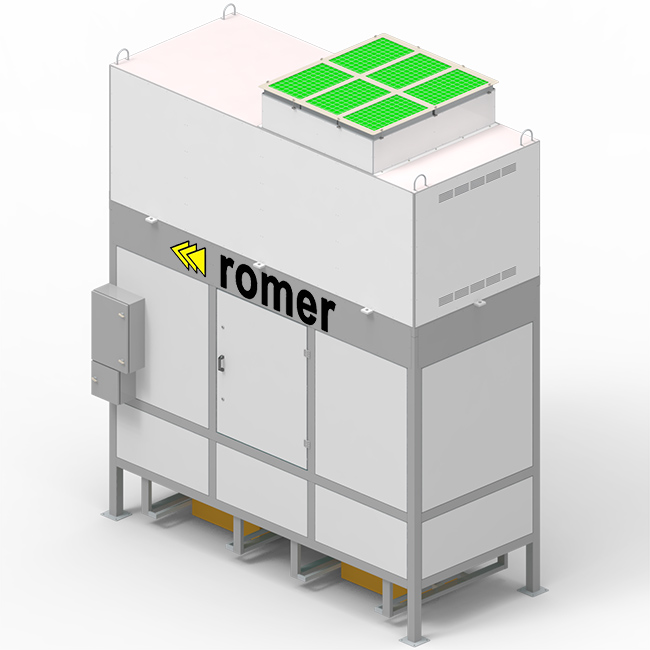
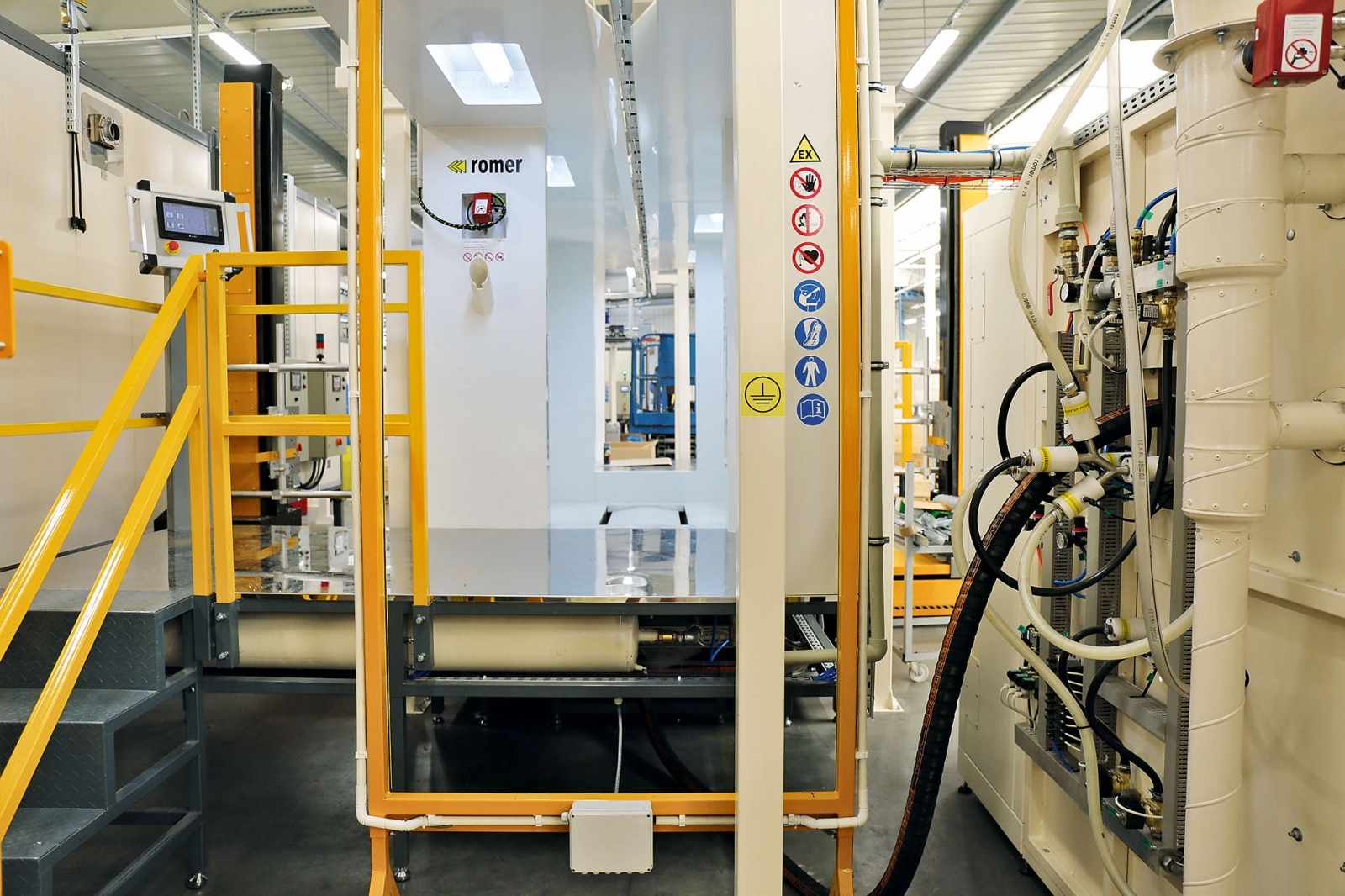
Powder coating process
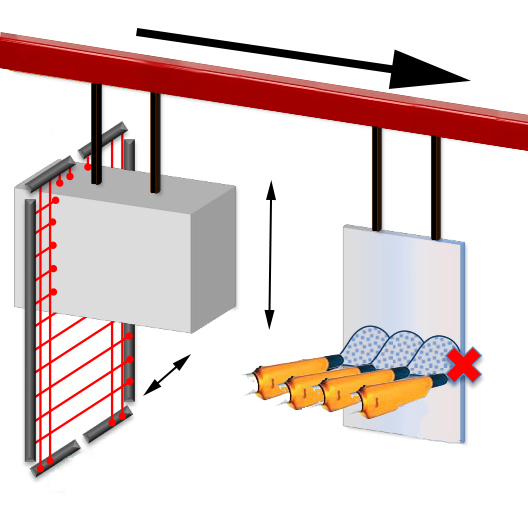
After drying, the elements go to the powder cabin, but before they enter there, they pass through a set of measuring gates, which are designed to measure the detail in two axes: width and height.
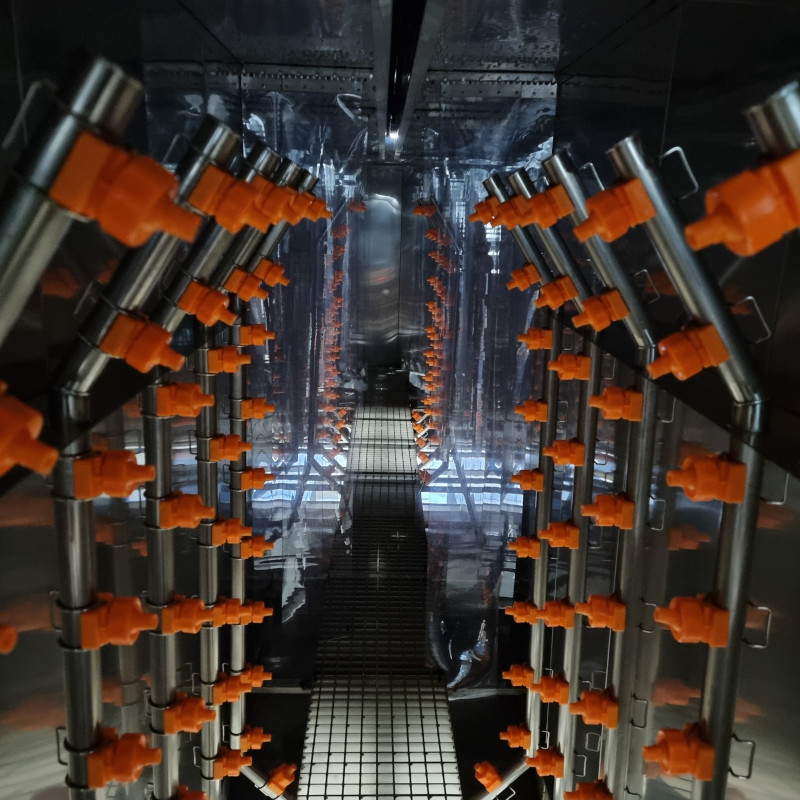
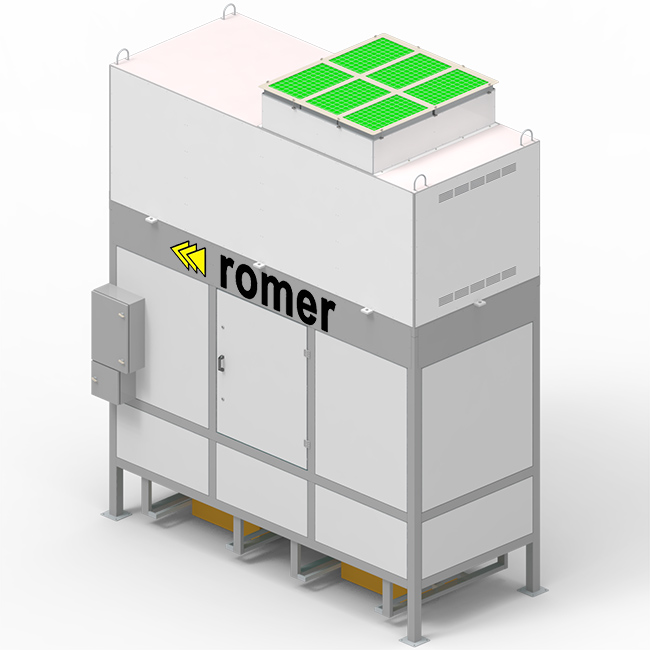
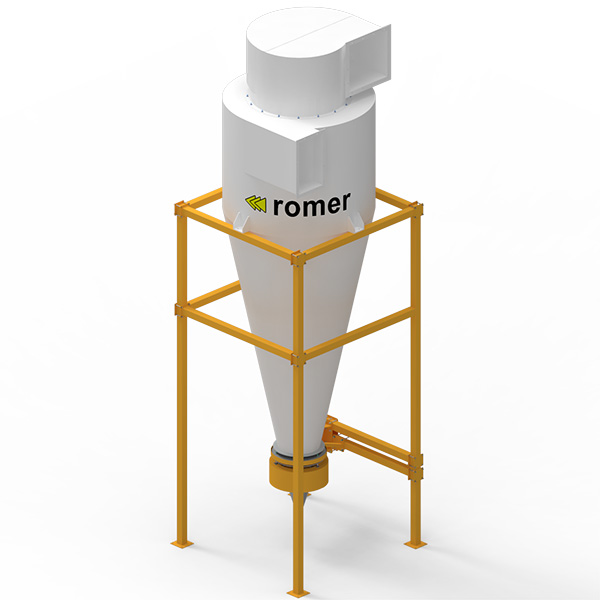
After analyzing the dimensions of the detail, based on the program parameters set, the guns move to the set distances and the painting process begins in the powder booth for a quick color change. It is made of dielectric PVC. Painting in an electrostatic environment is carried out with the use of romer ProfiSpray powder applicators. The ProfiControl controller, adjusting the painting program to specific elements, activates only those guns that have a given detail in front of them, thus saving the powder. The set of romer ProfiSpray guns is mounted on manipulators located on both sides of the cabin, where in the programmed up and down range, evenly feeding the paint, they paint the details passing in front of them. Thanks to the use of axles, the guns maintain constant programmed distances from the painted details. The cabin is equipped with additional places for painters for manual corrections. The paint on the cabin floor is systematically blown away by pneumatic air strips on both walls. The cabin, through the dust removal block, sucks in the air with the sprayed paint towards the slot in the middle. Most of the paint sucked in is centrifuged in the cyclone, from where the romer RP-01 is pumped into the ProfiCenter CP02 powder cooker using a so-called low air transfer pump. The paint that gets there is sifted through the ultrasonic sieve with variable gradation and then goes to the main tank, from where it is sucked again by obtuse injection pumps. Some of the paint that is not recovered in the cyclone goes to the dedusting block, where it is filtered out by a set of polyester filters and is waste. Clean air, free from paint particles, is filtered again through the final filter, from where it returns to the room. Thus, the cabin saves heat in the hall and effectively prevents the formation of an explosive atmosphere. Cleaning of filters in the filtration block takes place pneumatically in an automatic cycle, temporarily or manually by pressing a button by the operator. Each of the filters is cleaned separately, and a specially designed nozzle allows you to clean the entire filter, it is a very important element, because a poorly implemented filter cleaning system prevents the cabin from working on clogged filters.
ProfiCenter CP02 also enables automatic cleaning of the injectors and the tank. By pressing the appropriate button on the touch panel, the tank is automatically emptied of paint to go through a thorough cleaning cycle. ProfiCenter CP02 automatically cleans the tank, hoses and injectors with strong blows of air. Returning paint from the cyclone during the cleaning cycle replenishes the fresh paint bag, saving money. Automatic romer ProfiGun PA-1 powder guns, while automatically retreating from the booth during the cleaning cycle, are automatically blown off by a set of pneumatic nozzles mounted on the side of the booth body walls. The use of ProfiCenter CP02 in combination with a paint transfer pump provides unprecedented comfort of work, facilitating color changes.
In the ProfiCenter CP02, the ratio of reclaim to fresh paint is programmable, allowing even better process control. - Certainly there are products that require high-quality varnishing - then we paint them only with fresh paint - setting appropriate parameters of paint recovery - adds Szymon Kuś. - If the quality is good enough, we can recover the powder by setting the ratio of fresh to recovered paint 50/50. This is possible thanks to the stepless paint level sensor in the main tank.
The ProfiCenter CP02 has a fresh powder weight that is added up to a specific job. From there, fresh paint is sucked into the main tank, where it is additionally sifted through an ultrasonic sieve - ensuring even better quality of painted details.
Plastic cabin KA-1, manipulators of the MA1 series, commuting series MX1-100, ProfiCenter CP02 - this cabin configuration allows you to change the color even in 15 minutes.
Polymerization
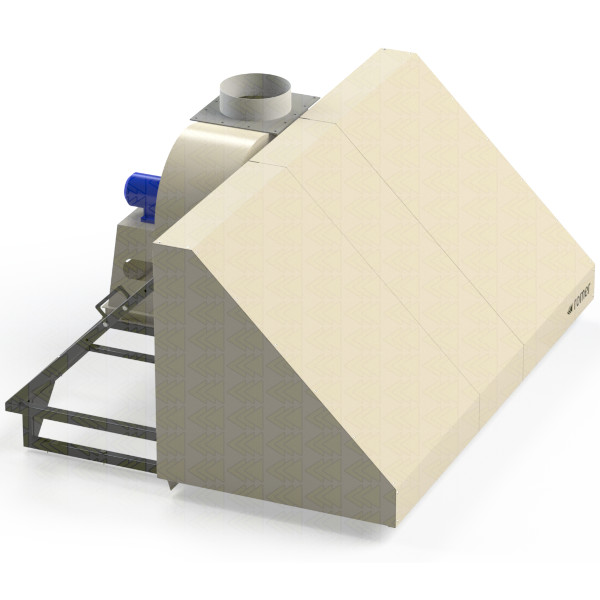
After painting, the workpieces enter a gas-powered polymerization furnace via a heat exchanger. The dryer inlet and outlet are closed with air curtains. There are fan systems in the furnace which distribute the air inside it. Both the furnace and the dryer are made of specially designed, easy-to-transport segments that are assembled at the customer's site, which allows for the implementation of large structures.
This design - intended for long operation - is the result of many years of work by the R&D department of Romer. It is devoid of thermal bridges, is robust, prepared for heavy loads and has a completely modular structure, most of which are created in automatically controlled processes.
After leaving the curing furnace, the cooled painted parts are removed from the conveyor. Then they go to packing, after which they are delivered to the recipients.
Zamtechnika Sp. z.o.o has been operating in Mielec since the end of the 1970s, when two craftsmen's workshops of the brothers Wacław and Andrzej Gładysek were established. The beginning of production was the production of car mirrors and socket wrenches. However, soon enterprises began to specialize in the production of furniture accessories. In 1994, the plants were merged into one civil partnership under the name Zakład Akcesoriów Meblowych. A year later, the company changed its headquarters and moved production to one plant. This allowed for the development of the company, successive increase in production and specialization in the production of furniture accessories.
In 2001, the civil partnership was transformed into a general partnership under the name ZAM Gładysek Spółka Jawna, accepting children of the founders as new partners.
New development opportunities appeared in 2003, when the company obtained a permit to operate in the EURO-PARK Special Economic Zone in Mielec. In the same year, a new plant was built in the zone, to which the company moved its seat.
The facilities related to the operation in the SEZ enabled new investments. In 2006, the construction of the second larger production hall and office building was completed. In the following years, many investments were implemented to improve operations - from the creation of a modern tool shop to the purchase of many automated machines and production lines. The next stage in history was the decision to split the company. As of 2013, the company has three partners: Wacław and his two children: Krzysztof and Joanna, operating under the name Zamtechnika Gładysek general partnership. In 2019, after transformation into a Limited Liability Company, 100% of the company's shares were sold to UAB Joldija (Lithuanian capital).
The company's priority has always been constant and innovative development. In order to effectively compete on the rapidly changing, competitive market, in 2015 the partners appointed a proxy with extensive experience in managing people, in trade and finance to manage the company.
Thanks to the actions of the management board, the company achieved a very high level of financial stability, which significantly improved the comfort of operating on the market and enabled it to take up challenges by servicing corporate and very demanding customers.
Many years of cooperation with the leading furniture manufacturers on the Polish market and entering the foreign market with its products are the most important achievements of the company.
The current employment in the company is 50 people. It is a highly qualified staff who strongly identifies with the company, which translates into a strong commitment to achieving goals.



added: 09/03/2021


