










































Zakład Produkcyjno - Handlowo - Usługowy "PIECE CO" Tomasz Rejs is a leader on the local market in the production of central heating boilers fired with solid fuel. The company boasts 25 years of experience in the field of boiler and metal products processing. As with most private companies, the beginnings were difficult due to the poor machinery park, access to raw materials and looking for trusted partners. The first products were produced in a small room on the premises of the company's owner's private property. The main recipients of the products were individual customers. Over time, the owner and employees gained experience, which resulted in the improvement of the produced boilers and thus more and more satisfaction and interest on the part of customers. After 6 years, there was a dynamic development of the company, related to the purchase of a warehouse and production facility in Sadłowo near Rypin, modernization of the machinery park, increasing employment and at the same time establishing new business contacts with companies interested in processing metal products, especially wire. The range of manufactured products was expanded by various types of nets, baskets, stands, etc. At the same time, efforts were made to search for new recipients of the products and the production technology was still improved. Over time, the purchased new hall turned out to be too small and in 2005, new areas with infrastructure enabling the transfer of boiler production to a new location in Rypin (the company's current headquarters) were purchased, while wire products were still manufactured in the existing hall. The scope of activity was also extended to trade in hydraulic articles, which turned out to be a bull's eye, because from now on the company could offer customers not only boilers but also the entire range needed to connect the boilers and complete the entire central heating and plumbing installation. Currently, the existing plumbing store has transformed into a plumbing wholesaler supplying local investors with the necessary articles. Over time, two locations created logistical problems and required greater expenditure in equipment, therefore, after 3 years in the current location of the plant, the production area was increased by building a new hall with an area of 800 m2 and social facilities for employees with an area of approx. 200 m2. This investment contributed to the transfer of all production to Rypin, leaving the facilities in Sadłów for the company's new projects. Along with the construction of new facilities, the machinery was modernized by purchasing a CNC plasma cutter, modern bending machines, a sheet press with large thicknesses and a powder paint shop. The selection of equipment suppliers was preceded by an in-depth analysis of the quality of the offered equipment, service and opinions about manufacturers. The modernization of the machinery park significantly shortened the waiting time of customers for the offered products, improved their quality and increased the comfort of work of employees. New markets were still searched for and the offer of manufactured products was expanded. The development of the company created a new demand for production and warehouse space, and new jobs were created. In addition to production, the activity was expanded to include services in the field of sheet metal cutting and bending, laser burning, powder coating, wire cutting and bending. The years 2015 - 2021 are an intense period related to the expansion of the production area and further modernization of the machinery park. Specialist CNC WAFIOS machines, straightening machines, welding machines, a sheet metal laser were purchased, the paint shop was enlarged with the purchase of new devices, a modern sheet bending machine was purchased, another modern sheet metal laser was purchased. All these activities meant that the company is able to produce a wide range of metal products. The company's owner's approach to tradition means that the production of central heating boilers fired with solid fuels is still the main source of generating income, however, market requirements force us to look for alternative ways of staying among the market leaders. New investment activities consisting in the purchase of a welding robot, the construction of a new production hall and the purchase of a modern powder coating plant allow us to remain competitive in terms of quality, timeliness and reliability of the manufacturer. Currently, the company has about 5,000 m2 of production and warehouse space, modern machinery and employs over 50 employees. The purchase of the currently installed modern ROMER paint shop was preceded by economic analyzes, market research, and profit and loss estimation. The previous cooperation with ROMER and the quality of the devices influenced the choice of the device supplier. In order to avoid problems related to the functioning of devices in the future, it is important to cooperate in terms of timeliness, training, services, inspections and consulting. The guarantee of the success of each investment is the selection of the right, proven partners. The first paint shop we bought at the beginning of the company's creation (later enlarged) also came from the ROMER company, so we decided to focus on proven solutions. Our 25 years of experience on the market, investments made, rich assortment, diversification of sources of income, trained employees, regular recipients, satisfied customers, allow us to look into the future with optimism and who is our reliable business partner
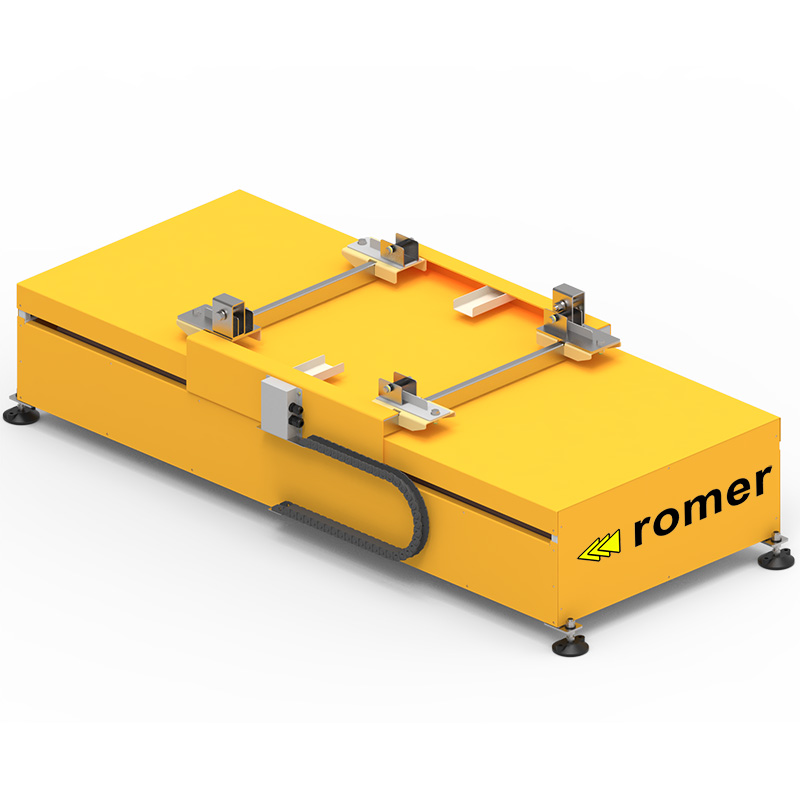
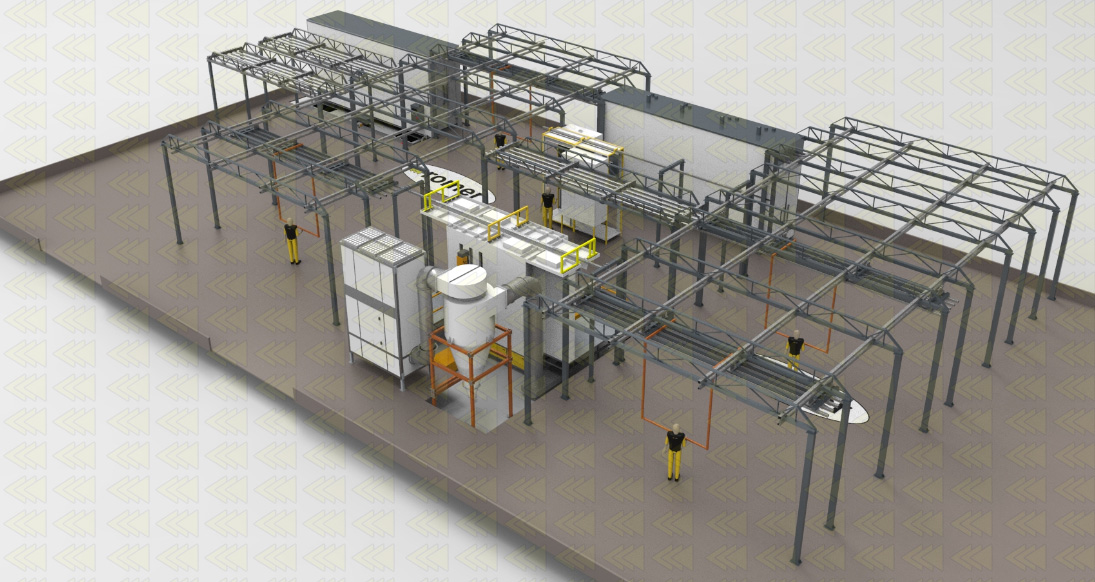
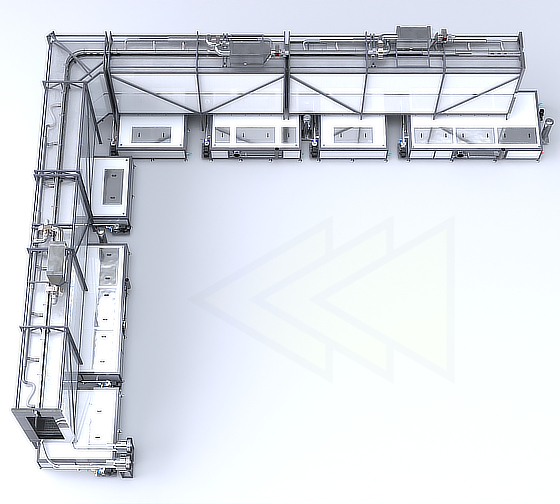
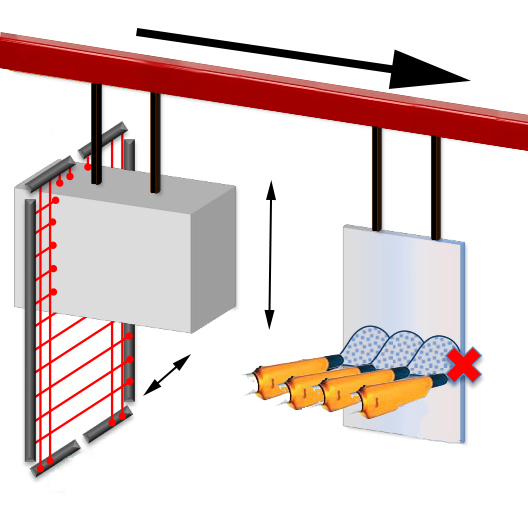
Suspending and transporting products
takes place here on a mono-rail chain conveyor. The massive construction of the chain and rails in combination with densely placed hangers allow for almost any hanging elements along the entire length without worrying about possible damage or overload.
Loads of up to 7000 kg can be hung here along the entire length of the chain, which for us is certainly the initial redundant solution and guarantees a reserve for potential development.
The chain on the conveyor is automatically lubricated, excess oil is collected and drained to an external oil tank. Drive - controlled by an inverter, protected by a friction clutch, equipped with a precise encoder. In the event of a collision of details with devices, e.g. due to poor suspension, the drive automatically stops the conveyor after exceeding the torque. Thanks to system integration, it communicates with other devices and provides them with current speed information.
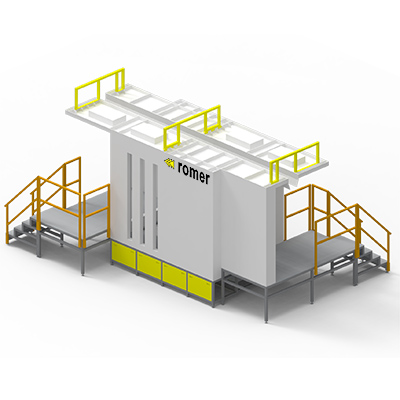
In the loading and unloading area, the conveyor lowers its height, making it easier to hang the workpieces.
The entire systemis controlled from theRomer ProfiControl 10 ”touch, it ensures complete integration of the owned systems and enables communication with the customer's internal production management systems, according to the industry 4.0 standard. It is possible due to the fact that Romer is a producer of electronic components and software for them, therefore, service and maintenance is carried out on a completely different plane - producer - producer, this opens up new possibilities. It also opens the way to placing high non-standard requirements where a modular solution is not enough.
ProfiControl allows you to program the settings of all romer ProfiSpray guns as standard, including current and pneumatic settings without having to approach them. There is no need to purchase additional intermediary elements that are only responsible for communication.
As a standard, such painting programs also consist of settings, for example, of manipulators - including the speed of automatic approach, up-down feed, or parameters of the so-called "Overspray" or when the gun should start painting before the detail and when it should finish.
Depending on the pattern of guns, the standard ProfiControl controller is equipped here with algorithms that are to optimize the thickness of the applied coating based on the conveyor speed, surface to be painted, orifice wear in the injectors, etc.
All these systems are very helpful in maintaining the high quality of painted details, i.e. the repeatability of the applied coating, the human factor is eliminated in this case to the necessary minimum.
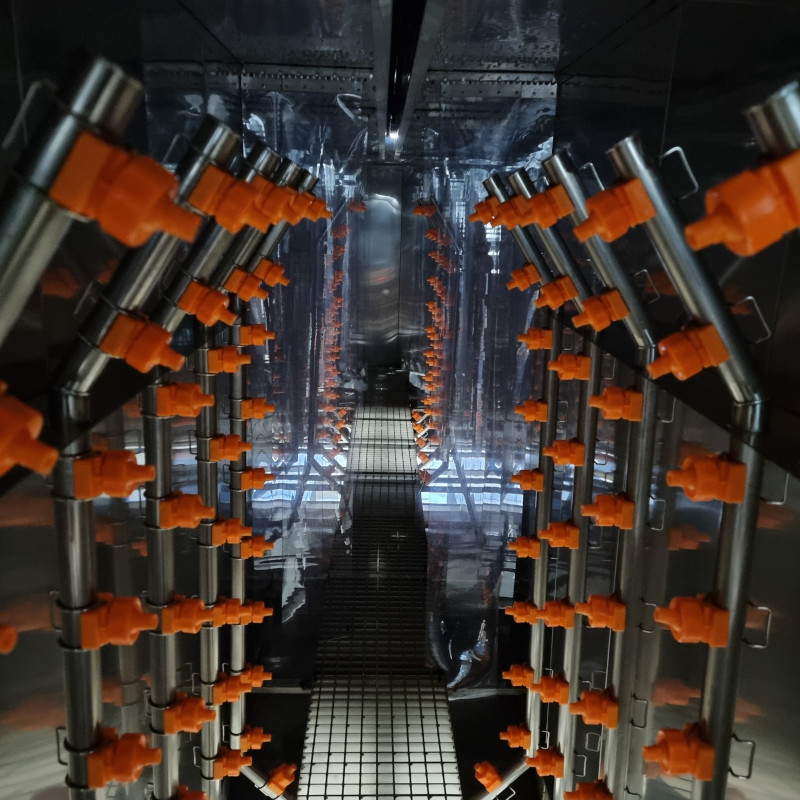
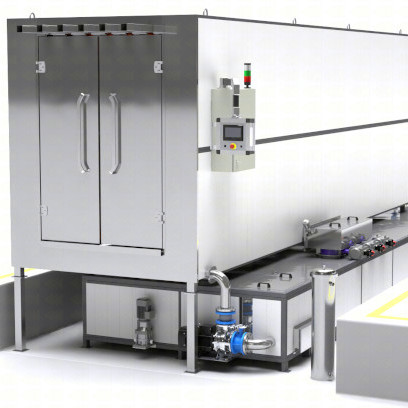
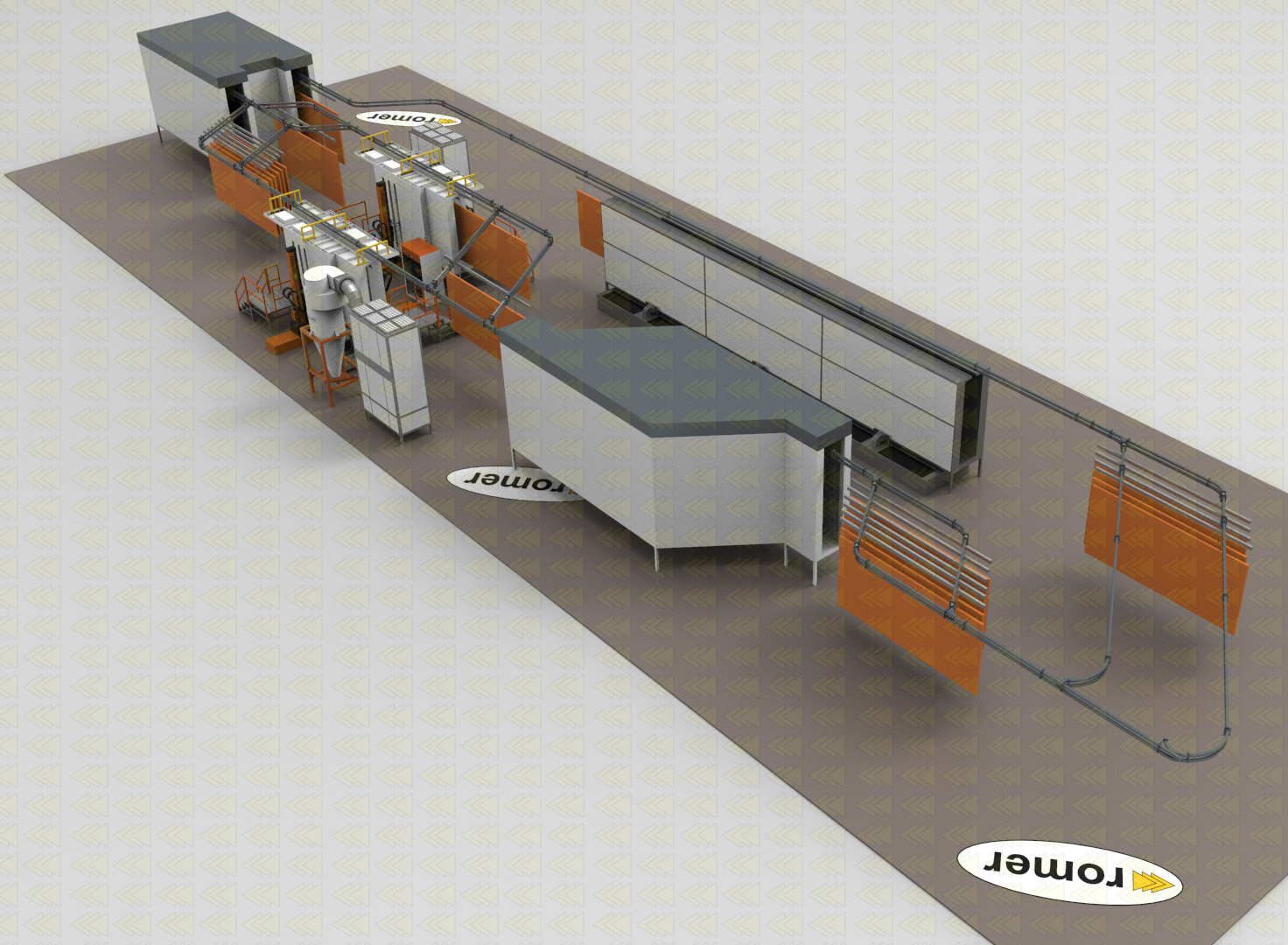
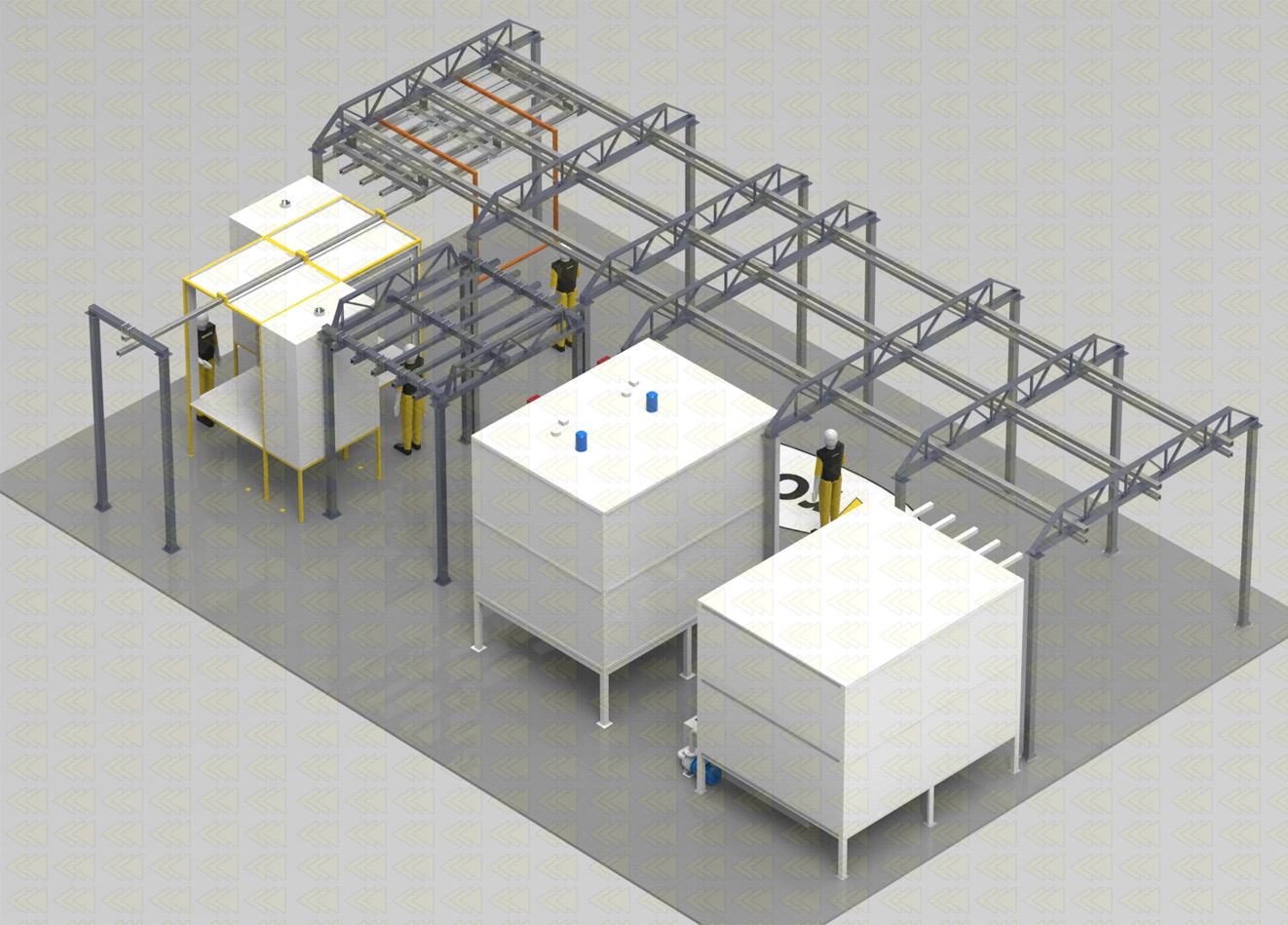
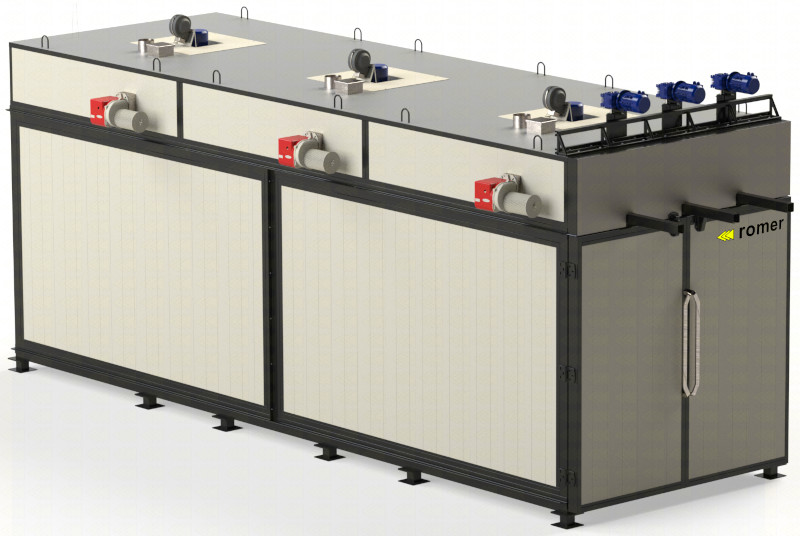
Surface preparation takes place in a 3-stage tunnel car wash, first the details are degreased and phosphated, then rinsed with mains water with a conductivity not exceeding 1000uS, and rinsed with demineralized water with a conductivity below 20uS.
The tunnel car wash has exhaust fans made of stainless steel along its entire length, which ensures that it does not emit vapors into the hall. Optionally, a vapor condenser with discharge to a given tank is also installed here, so as not to throw them outside the building.
The first treatment is heated directly with a heat exchanger equipped with a modulating gas burner with a capacity of over 200kW. A special modulating burner with low nitrogen oxide emissions, the so-called Low NOx saves energy, uses less air for combustion and therefore emits less gas. It has a built-in internal combustion chamber, which does not require such a large excess of air - low Lambda. The tunnel washer has a very efficient pump - and a relatively large number of nozzles, ensures very good mixing of the liquid, does not overheat chemicals, and eliminates additional circulation pumps.
All bathtubs are equipped with stepless liquid level sensors that allow you to monitor the water level on an ongoing basis, displaying it on the 7 ”display of the car wash, in liters.
Thanks to this, the entire tunnel is equipped with automatic cascades, we can program them freely, at what point they should start to complement each other, and to what level. The bathtubs are then automatically refilled automatically during the cycle.
Automatic dosing of chemicals with special plastic pumps in the bathtubs is programmed conditionally, the acceptable range of uS and pH to be maintained are set.
Especially for this purpose, the water analysis station SA1-3, developed by Romer, samples the water from each of the baths before feeding, and on the basis of pH and uS measurements, it automatically doses the chemicals in doses programmed in the tunnel until the desired liquid parameters are achieved.
The last bath is equipped with a three-column demineralized water production station, working with a strongly acid cation exchanger, working in the hydrogen cycle, a strongly basic anion exchanger, working in the hydroxide cycle, and the last column, which filters the water with activated carbon.
After washing, the details go to the dryer, which has its own gas heating system with a heat exchanger with a large reserve of power equipped with a two-stage gas burner, which ensures a quick start of the device, at the same time enables operation at low power when the dryer is only to maintain the temperature. It allows you to control the temperature even in the range from 120 to 200 degrees, which is not possible with secondary heating from the furnace. The dryer inlet and outlet are closed with air curtains. The dryer has fan systems installed in its lower part, distributing air over the dryer.
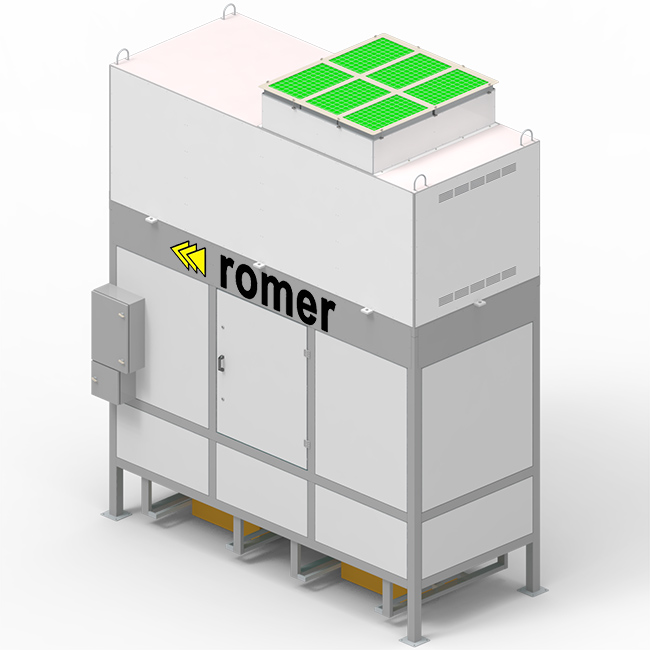
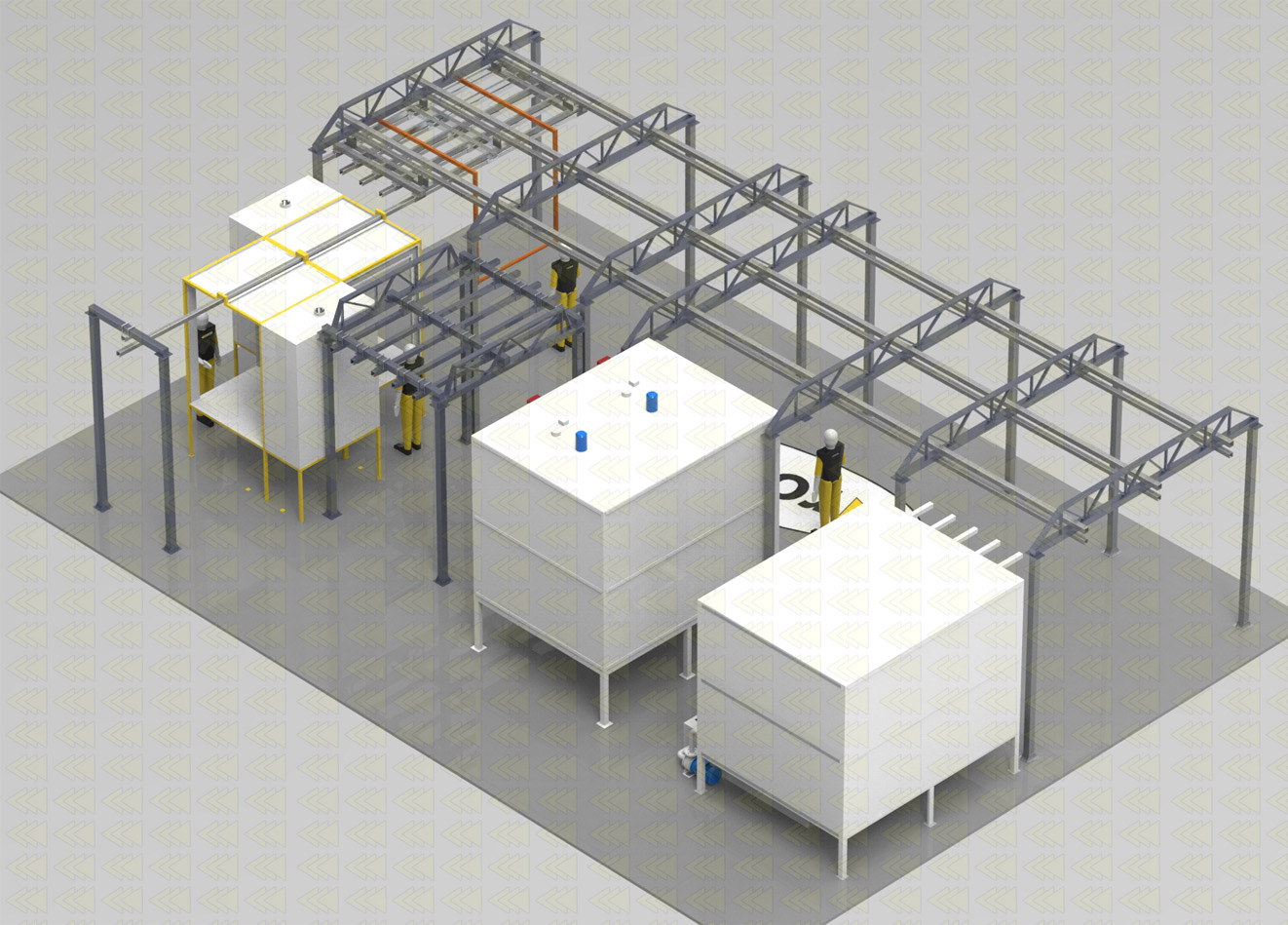
After drying, the elements enter the painting process - the powder booth, but before they enter there, they pass through a set of measuring gates, which are designed to measure the detail in two axes - width and height.
After analyzing the dimensions of the part, on the basis of the program parameters set, the guns move in advance to the set distances, here the painting process begins in the powder booth for a quick color change. The booth is made of dielectric PVC, where painting is carried out in an electrostatic environment with the use of 8 ProfiSpray romer powder applicators, 4 on each side. The ProfiControl controller, adjusting the painting program to specific elements, activates only those guns that have a given detail in front of them, thus saving the powder. The set of romer ProfiSpray guns is mounted on manipulators located on both sides of the cabin, where in the programmed up-down range, evenly feeding the paint, they paint the details passing in front of them.
Research has shown that our ceramic cascades working in ProfiSpray applicators have relatively low energy losses, which translates into their high current-voltage efficiency. This lowers the effect of converting high voltage into thermal energy, which enables their long duty cycle in automatic applications.
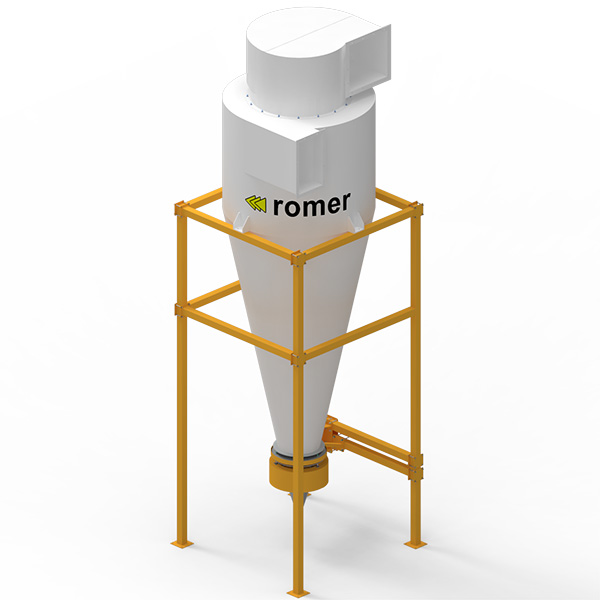
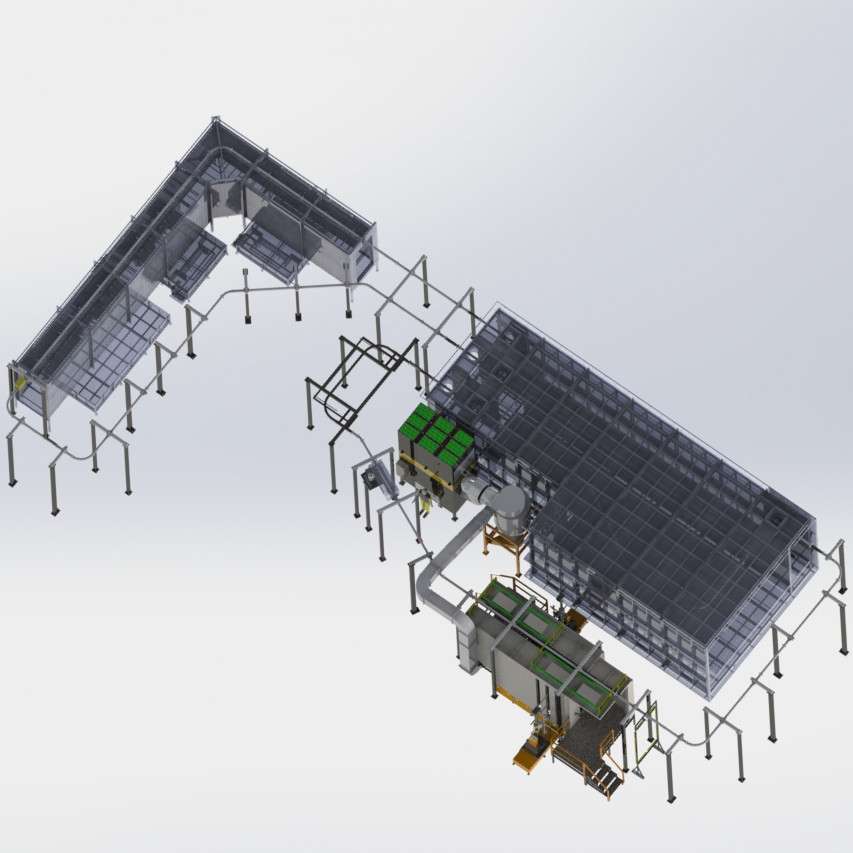
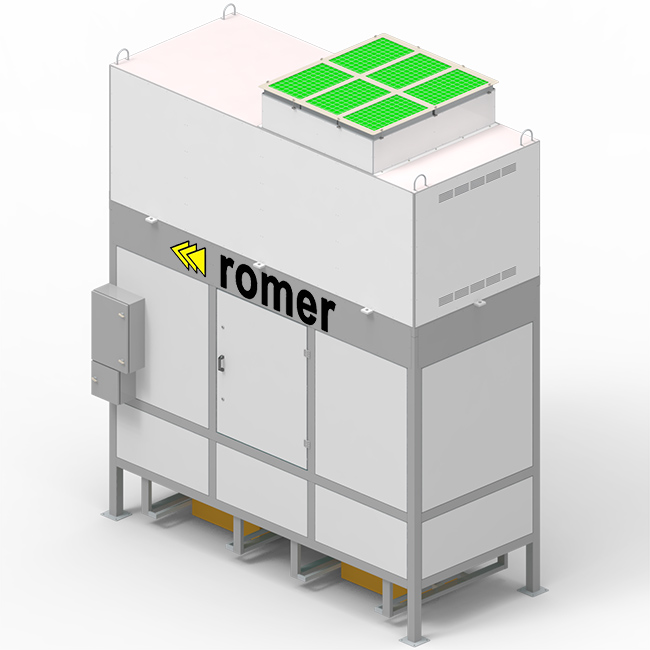
Thanks to the use of axles, the guns maintain constant programmed distances from the painted details. The cabin is equipped with additional places for painters for manual corrections. The paint on the cabin floor is systematically blown away by pneumatic air strips on both walls. The cabin, through the dust removal block, sucks in the air with the sprayed paint towards the slot in the middle. Most of the paint being sucked in is centrifuged in the cyclone, from where the romer RP-01 is pumped into the ProfiCenter CP02 powder cooker with a low air volume via a vacuum transfer pump. The paint that goes there is sifted through a new generation sieve and then goes to the main tank. Our research and development department has developed a sieve that has up to 5 times greater screening capacity (up to 4 kg / min) than the market standard (0.8 kg / min) using a 160 μM sieve. Moreover, high energy and high frequency ~ 40kHz is able to break up small lumps. After the screening process, the paint from the main tank is sucked again by obtuse injection pumps. Some of the low-mass paint (the so-called small fractions) that has not been recovered in the cyclone goes to the dedusting block, where it is filtered out by a set of filters and is waste. Clean air, free from paint particles, is filtered again through the final filter, from where it returns to the room. Thus, the cabin saves heat in the hall and effectively prevents the formation of an explosive atmosphere. Cleaning of filters in the filter block takes place pneumatically in an automatic cycle. Each of the filters is cleaned separately, and a specially designed nozzle allows you to clean the entire filter, it is a very important element, because a poorly implemented filter cleaning system makes it impossible to work.
Color change
ProfiCenter CP02 also allows automatic cleaning of the injectors and the tank, after pressing the appropriate button on the touch panel, the tank is automatically emptied of paint to go through a thorough cleaning cycle. ProfiCenter CP02 automatically cleans the tank, hoses and injectors with strong blows of air. Returning paint from the cyclone during the cleaning cycle replenishes the fresh paint bag, saving money. Automatic romer ProfiGun PA-1 powder guns during automatic retreat from the booth during the cleaning cycle are automatically blown off by a set of pneumatic nozzles mounted on the side of the booth body walls. The use of ProfiCenter CP02 in combination with a paint transfer pump provides unprecedented comfort of work, facilitating color changes.
In the ProfiCenter CP02 The ratio of reclaim to fresh paint - is programmable for even better process control. Certainly there are products that require quality varnishing - then we paint them, for example, only with fresh paint - setting appropriate parameters of paint recovery. The quality is at a good enough level? then we can recover paint from the cyclone by setting the ratio of fresh paint to reclaimed 50/50.
The ProfiCenter CP02 is equipped with a fresh powder scale, which, when fresh powder is taken into the main tank, is counted towards a specific active job. The KAP-1 plastic cabin equipped with MA1 manipulators, MX1-100 series commuting, ProfiCenter CP02, ProfiSpray A romer applicators, OZ series dust collector allows you to change colors even in 15 minutes, thanks to process automation and full system integration.
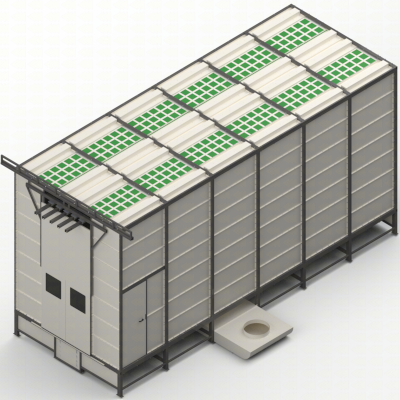
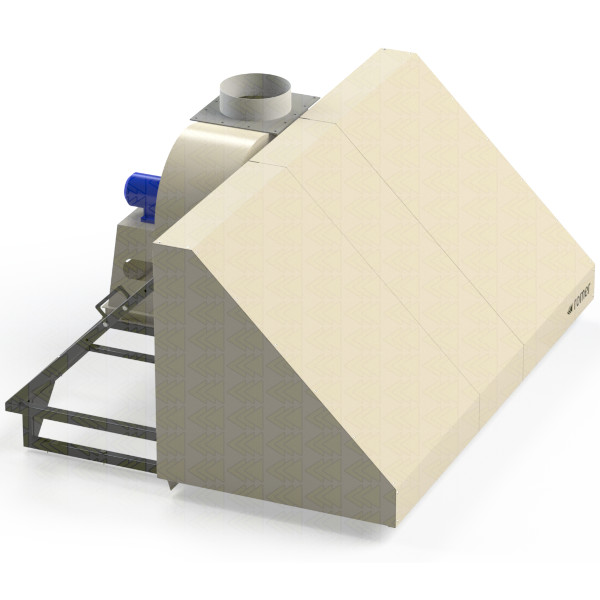
After painting, the workpieces enter thepolymerization furnace, powered by gas via a heat exchanger. The inlet and outlet of the dryer are closed by air curtains. The furnace has fan systems that distribute air around the furnace. Both the furnace and the dryer are made of specially designed, easy-to-transport segments that are assembled on site at the customer's site, which enables large structures to be made.
This structure - intended for long operation, is the result of many years of research and development work, is devoid of thermal bridges, is solid, prepared for high loads, and has a completely modular structure, most of which are created in automatically controlled processes.
After leaving the curing oven, the cooled painted parts are removed from the conveyor. Then they go to the packaging process, after which they are delivered to the recipients.






