











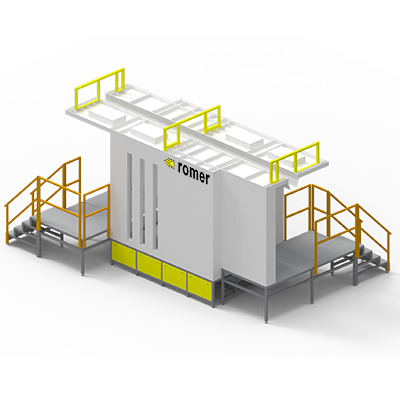






























A modern powder paint shop at the manufacturer of steel and aluminum doors

Typically, the development of the company forces investments in new equipment and technologies, guaranteeing greater opportunities, increasing efficiency, higher quality, faster and more repeatable production. It was similar in the case of the Polish manufacturer of steel and aluminum doors - KMT from Kobylnica near Słupsk. The manual powder coating shop was no longer inefficient to cope with increasing orders. The investor chose the offer of the Romer company, which designed and built a modern automated painting line combined with a surface preparation area, enabling the processing of details made of aluminum, steel and galvanization.
The history of establishing the KMT enterprise dates back to 1967. The foundation for building the brand was a small locksmith plant which, thanks to the passion, persistence and diligence of its founder Zenon Szymaniuk and sons Dariusz and Artur, achieved the position of a leader on the domestic market. KMT's mission is to produce, sell and distribute steel internal, external and anti-burglary doors as well as to provide comprehensive consulting and service. The company ensures the highest quality of products by operating in accordance with the latest technology and long-term development. Many years of work devoted to the construction, production and sale of elements for the construction industry allowed us to gain experience, thanks to which KMT products gain approval and satisfaction of even the most demanding customers. Currently, the plant specializes in the production of steel doors for multi-family and single-family housing and public buildings, as well as aluminum doors and windows. Knowledge and many years of experience have helped the company to introduce to the market garage doors that will meet the most current market needs. Using the latest technological solutions and the highest quality of materials, gates were created that combine very important features: timeless appearance, quality and an attractive price.
The company, which has always focused on the quality of its products, still wanting to guarantee high durability and maintain the continuity of deliveries of the doors produced, needed the development of the paint shop. - The new installation was primarily intended to increase efficiency, as the manual powder coating plant did not keep up with the increasing orders - says Adrian Boroń, deputy director of production at KMT. - We also expected higher quality, which we could achieve thanks to the repeatability of the surface preparation and painting processes. Only automatic lines could offer this to us.
The design and implementation of the paint shop was entrusted to the Polish company Romer, which offered the investor modern technologies. - The choice of this company was determined by many factors - remembers A. Boroń. - We looked at the work of other paint shops of this manufacturer and found that the solutions applied there meet our requirements. As we are a Polish producer and we finance investments from our own resources, we also want to support domestic plants. The price-quality ratio was also taken into account. And in this case, Romer made a profitable offer.
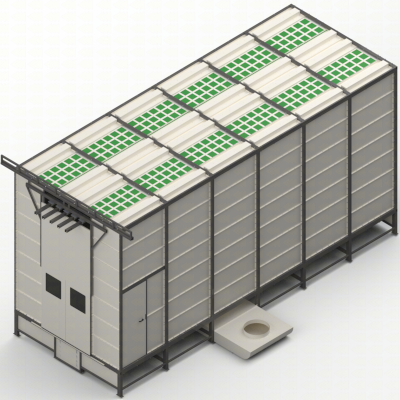
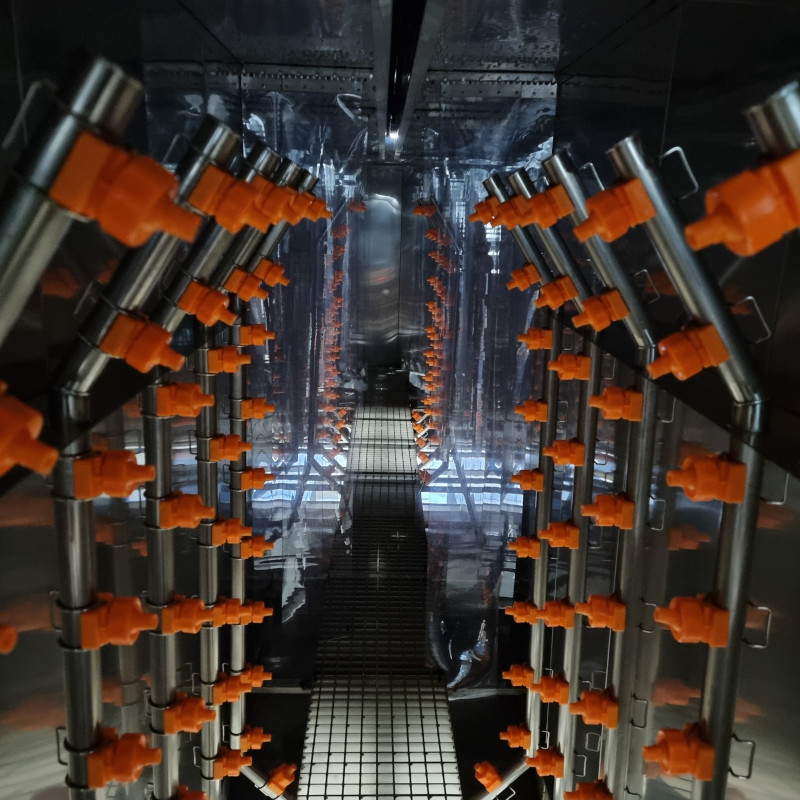
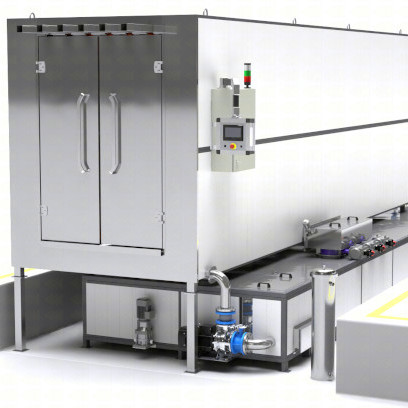
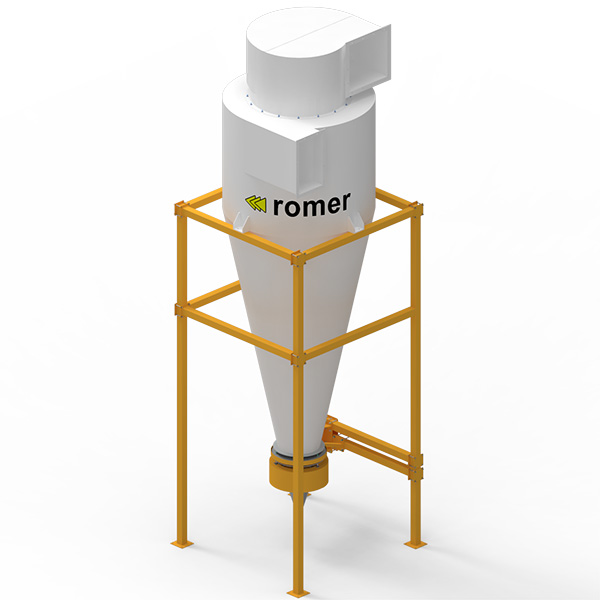
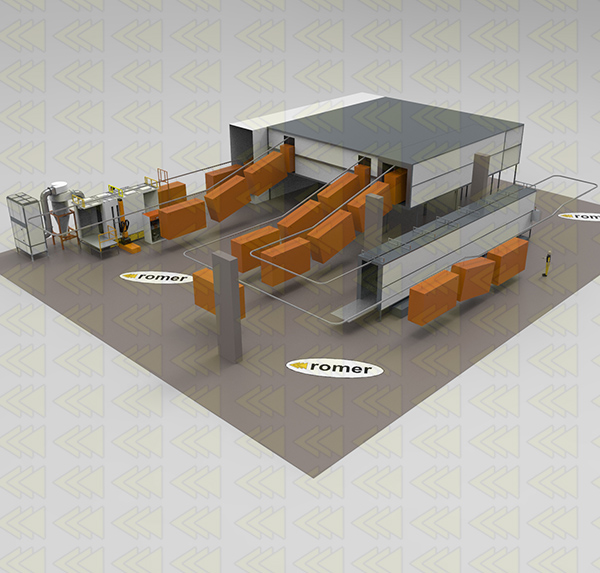
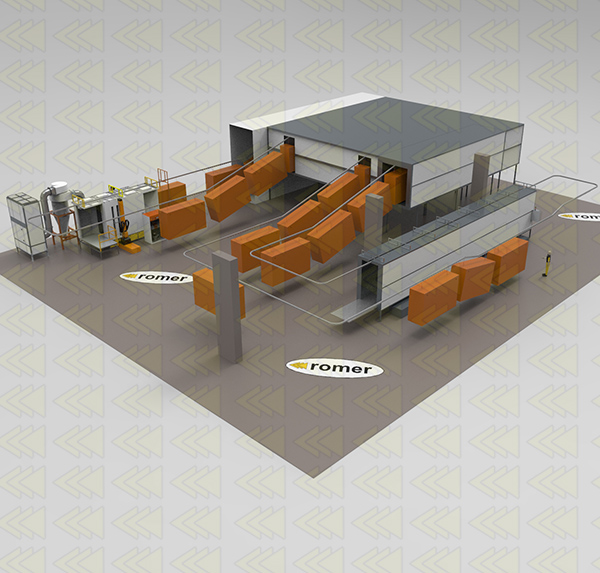
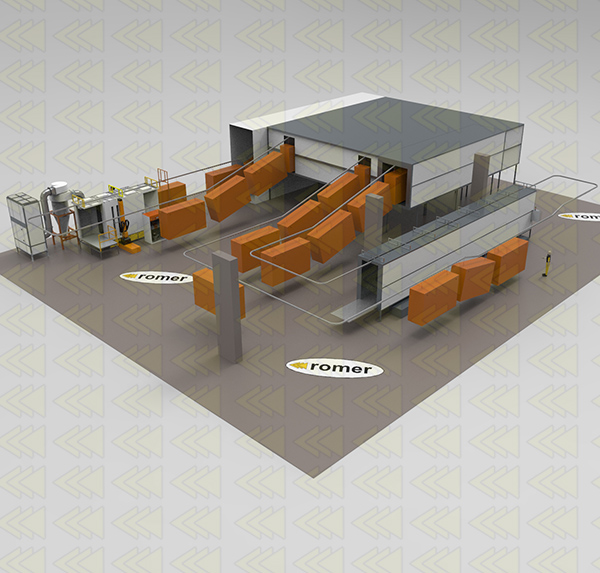
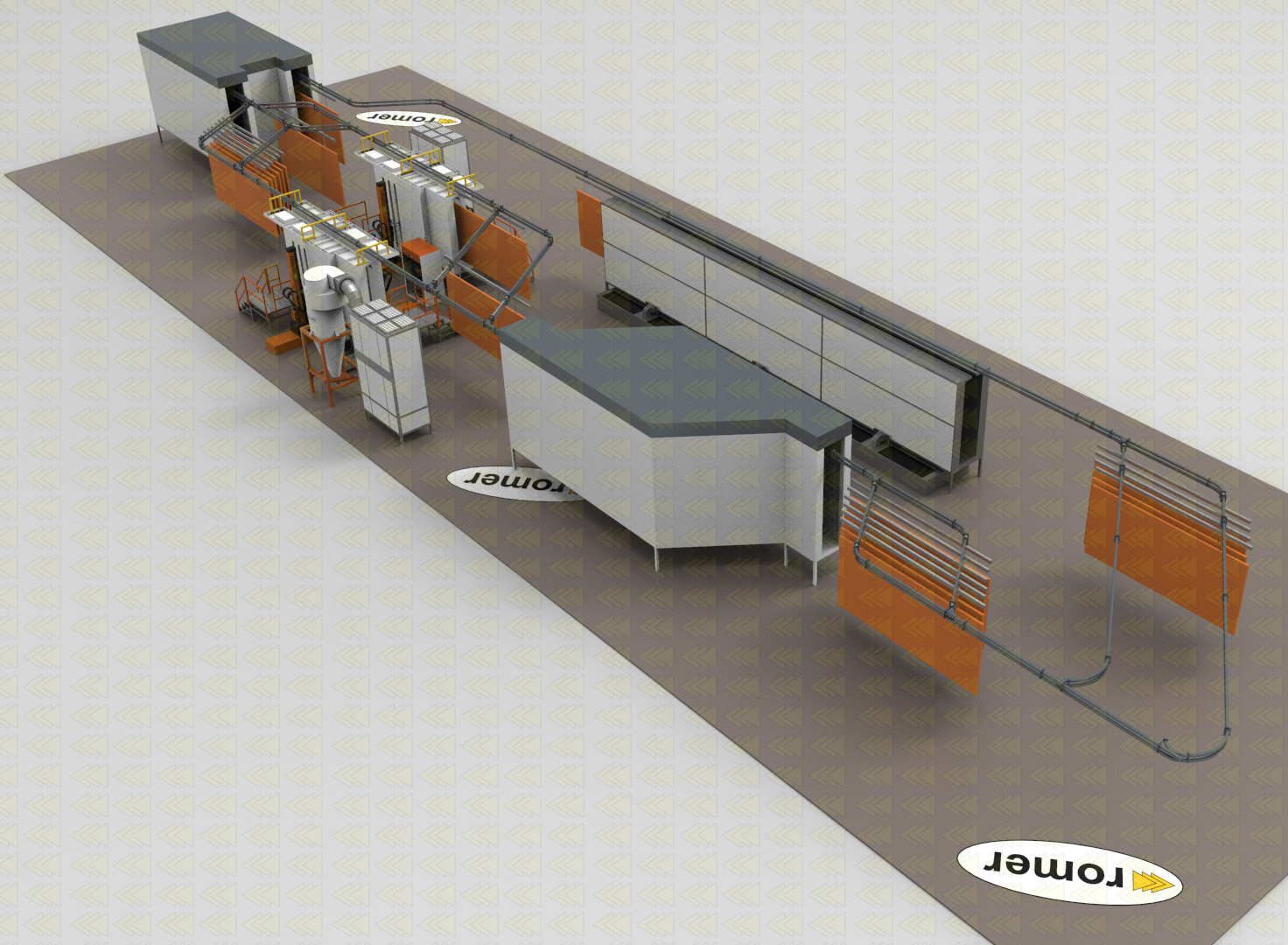
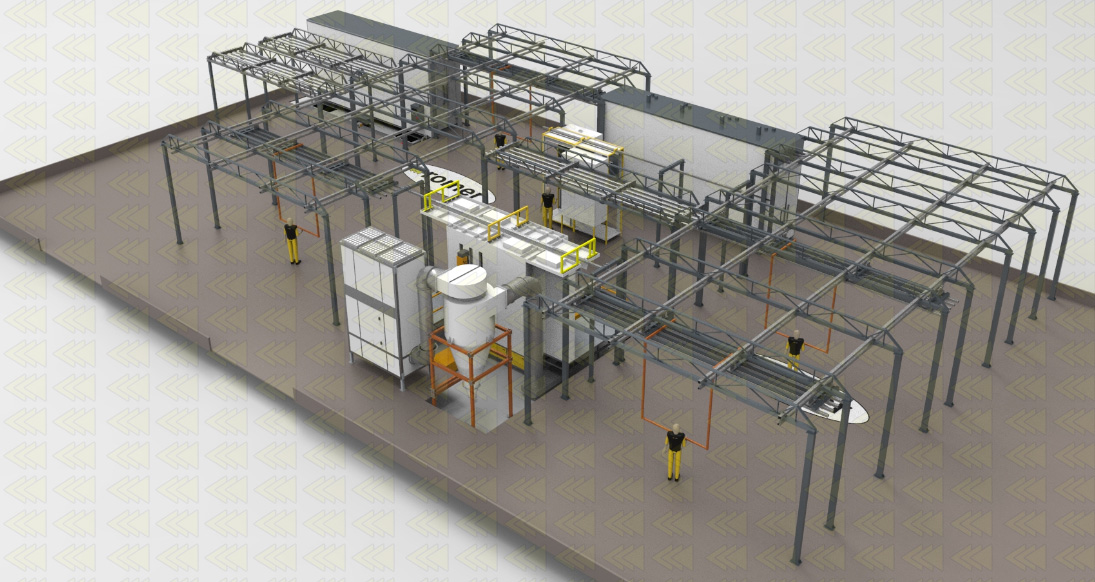
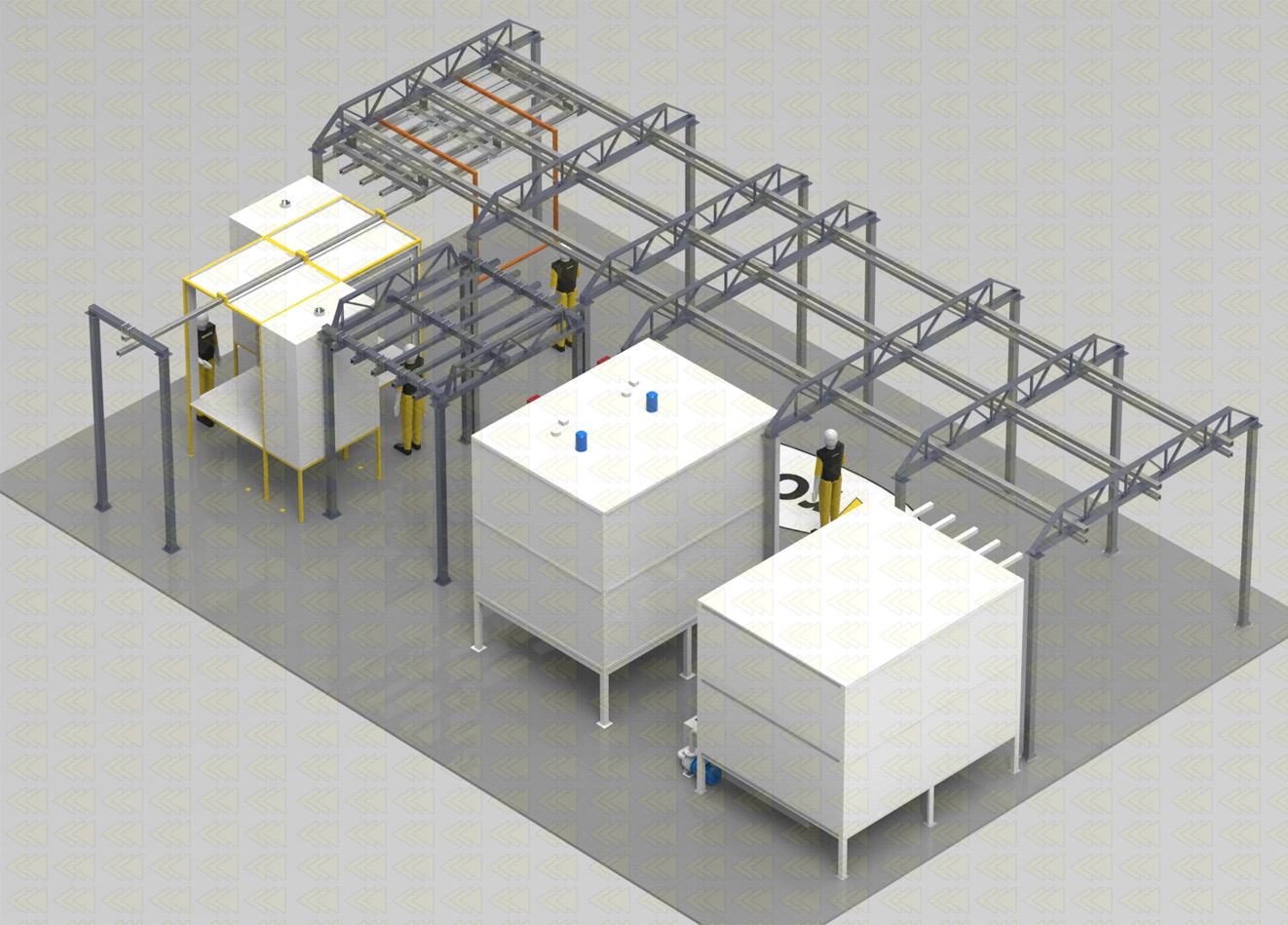
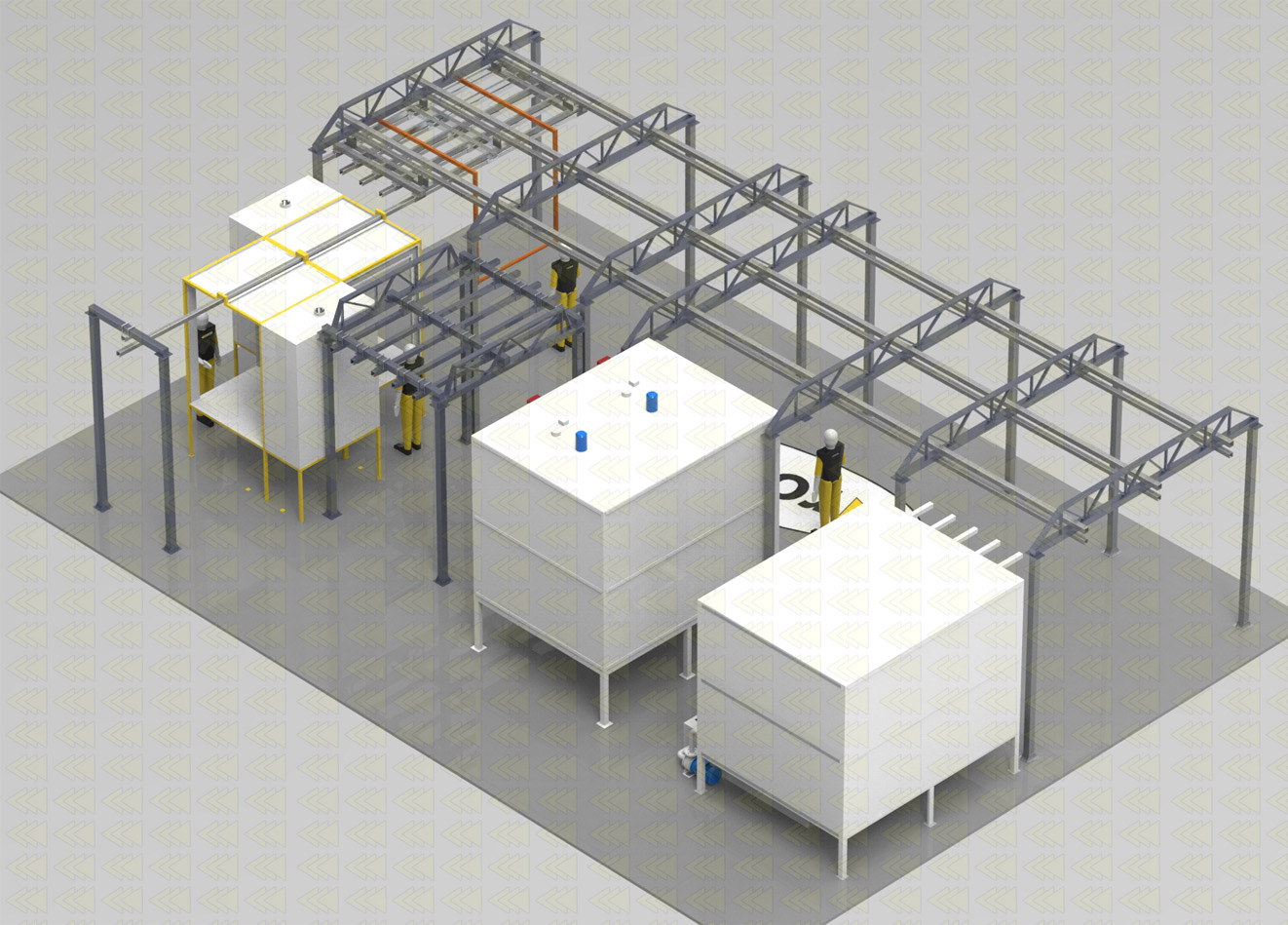
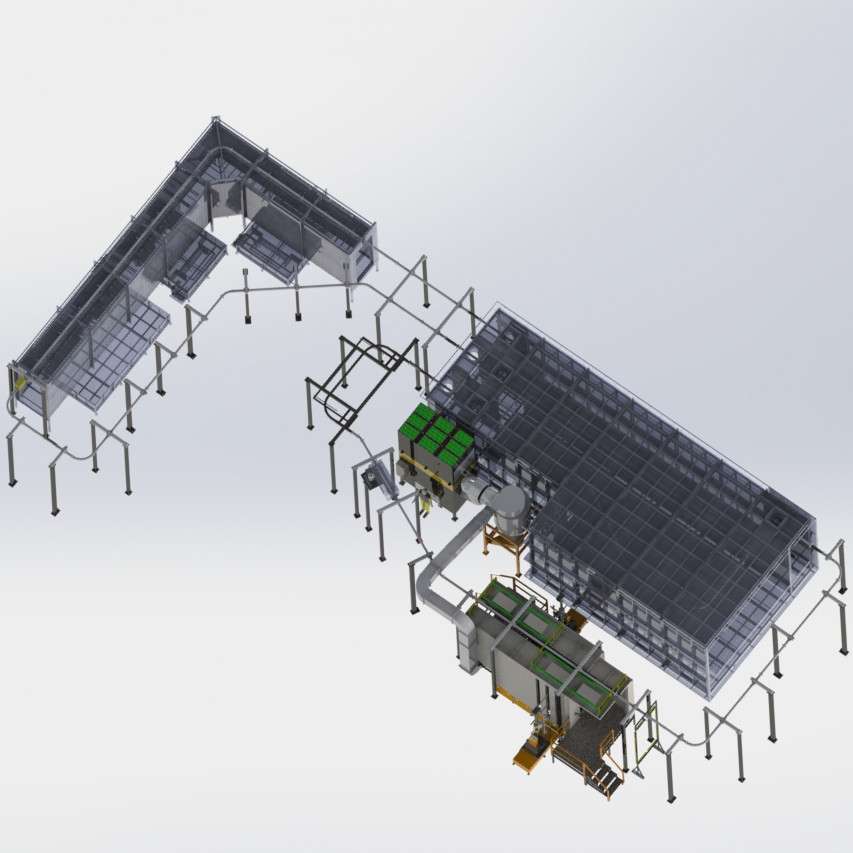
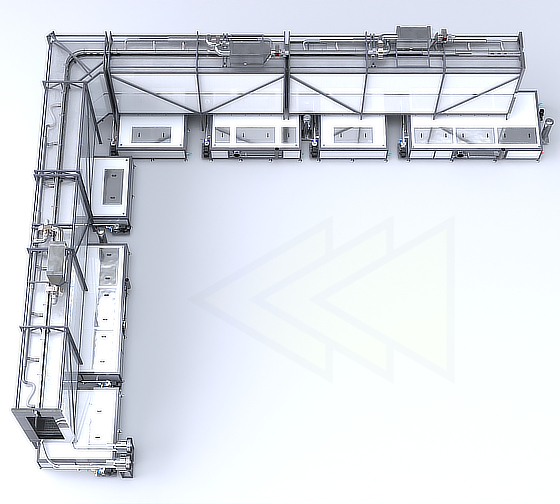
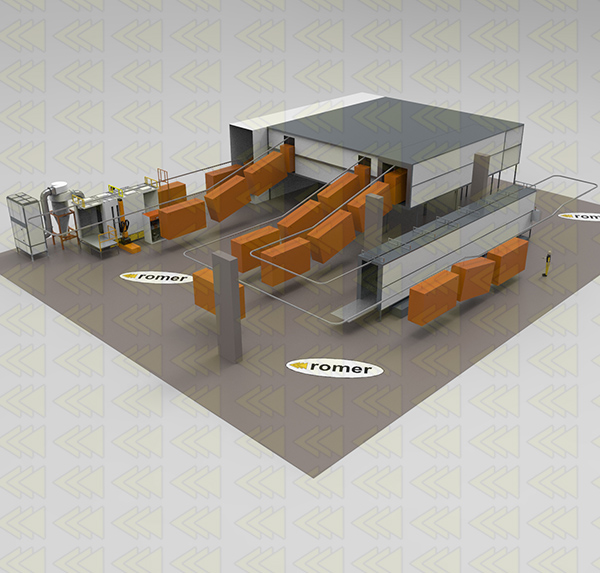
The new paint shop consists of a loading area for a semi-automatic transport system, an automatic paint booth with an application system, a powder center and a cyclone for paint recovery. Then there is a drying station, a polymerization oven and an unloading area. However, before the details reach the paint shop, they pass through the surface preparation zone. Chemical treatment processes take place in bathtubs. For many years, Elhus has been the supplier of chemical products to the KMT paint shop. The technical solutions of the new line proposed by Romer enable the processing of details from aluminum, steel and zinc, ensuring the stability of the processes carried out and a high level of paint coatings obtained.
The treatment of aluminum is currently performed in eight stages, the active processes of which are degreasing, decapping and passivation. A large number of bathtubs allows for obtaining very good quality and repeatability of details with a high line load.
On the other hand, the processing of black steel and zinc is possible thanks to the use of a modified iron phosphating process. Thanks to the appropriate technology, the above materials can be processed without process changes, which allows for much greater functionality of the process.
The surface treatment zone is separated from the paint shop by a wall, which ensures cleanliness in the paint zone, and at the same time it is close enough that it does not cause logistic problems with the transport of details.
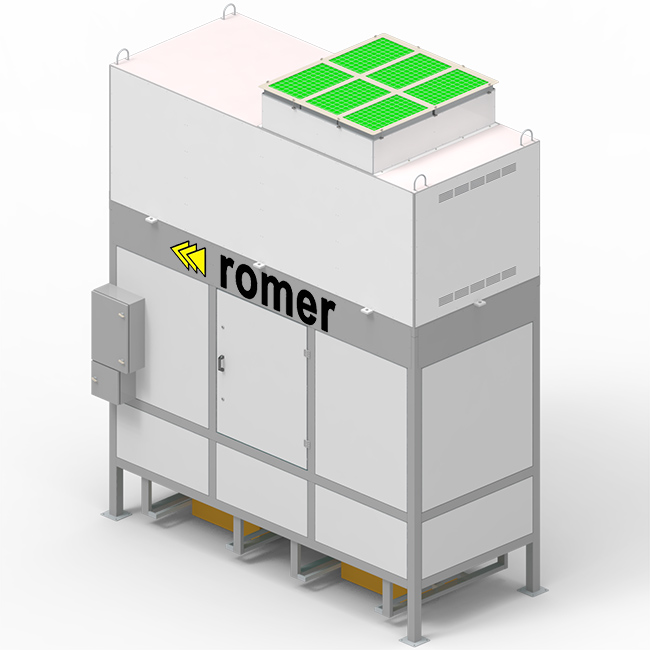
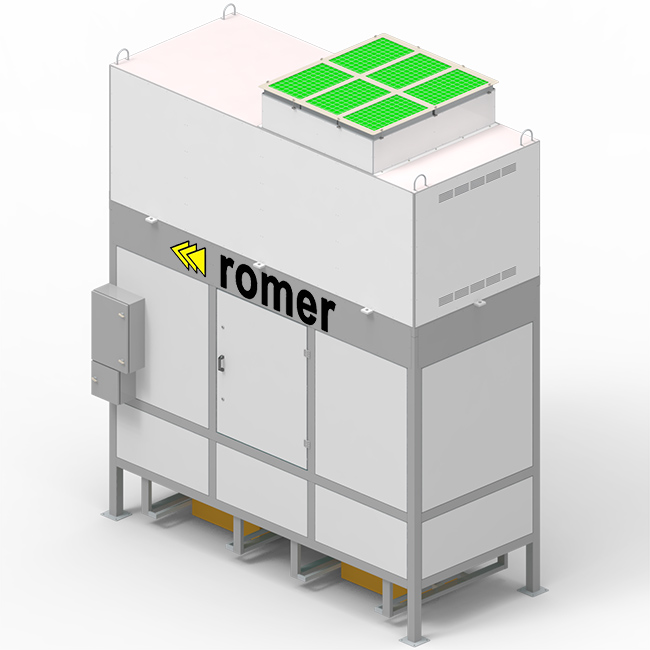
Powder cabin
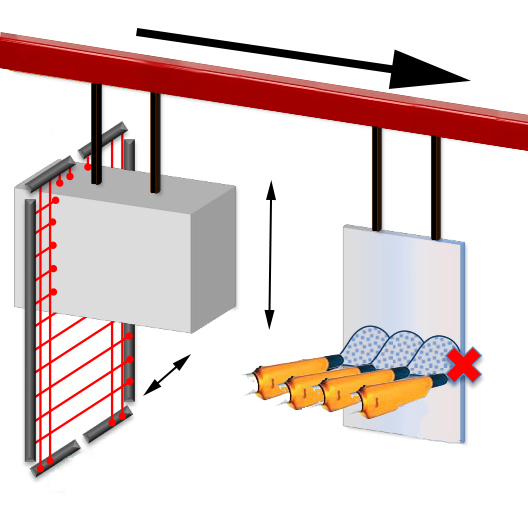
In the powder spray booth for quick color change, made of PVC, painting is carried out in an electrostatic environment with the use of powder applicators. The paint is applied automatically. The cabin is equipped with a set of light gates. The scanners read the dimensions of the products, adjusting the painting program to specific elements, activating only those guns that paint a given detail, thus saving powder consumption. The set of electrostatic guns is mounted on manipulators located on both sides of the cabin, where in the programmed up-down range, evenly feeding the paint, they paint the details passing in front of them. Thanks to the use of axles, the guns maintain constant programmed distances from the painted details. The cabin is equipped with additional places for painters for manual corrections. The paint on the floor of the cabin is systematically blown away by pneumatic blowing strips on both sides. The cabin, through the dust removal block, sucks in the air with the sprayed paint towards the slot in the middle. Most of the paint that is sucked in is centrifuged in the cyclone, from where it is pumped into the powder cooker via a vacuum pump. The paint that gets there is sifted through the ultrasonic sieve and then goes to the tank, from where it is sucked again by the injector pumps. Some of the paint that is not recovered in the cyclone goes to the dedusting block, where it is filtered out by a set of polyester filters and is waste. Clean air, free from paint particles, is filtered again through the final filter and then returned to the room. Thus, the cabin saves heat in the hall and effectively prevents the formation of an explosive atmosphere. Cleaning of filters in the filter block takes place pneumatically in an automatic cycle, temporarily or manually by pressing a button by the operator. Each of the filters is cleaned separately, and a specially designed nozzle allows you to clean the entire filter, it is a very important element, because a poorly implemented filter cleaning system prevents the cabin from working on clogged filters. The powder kitchen also allows automatic cleaning of the injectors and the tank, after pressing the appropriate button on the touch panel, the tank is automatically emptied of paint to go through a thorough cleaning cycle. The powder center automatically cleans the tank, hoses and injectors with strong air blows. The paint coming back from the cyclone replenishes the paint bag during the cleaning cycle, saving money. The guns during the automatic retraction from the booth during the cleaning cycle are automatically blown off by a set of pneumatic nozzles. The use of a powder cooker in combination with a vacuum return pump provides unattainable working comfort, facilitating color changes. Not without significance is the fact that there is no tank under the cyclone, which improves the tightness of the dedusting system and translates into the amount of recovered paint. The vacuum pump works to suck the paint, thus improving the cyclone's efficiency and, as a result, saving paint. The cabin filtration efficiency is 99.98%. This cabin configuration allows you to change the color even in 15 minutes.
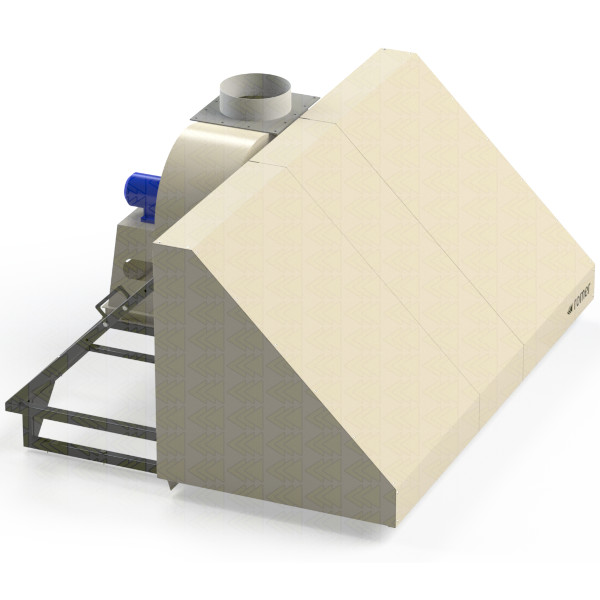
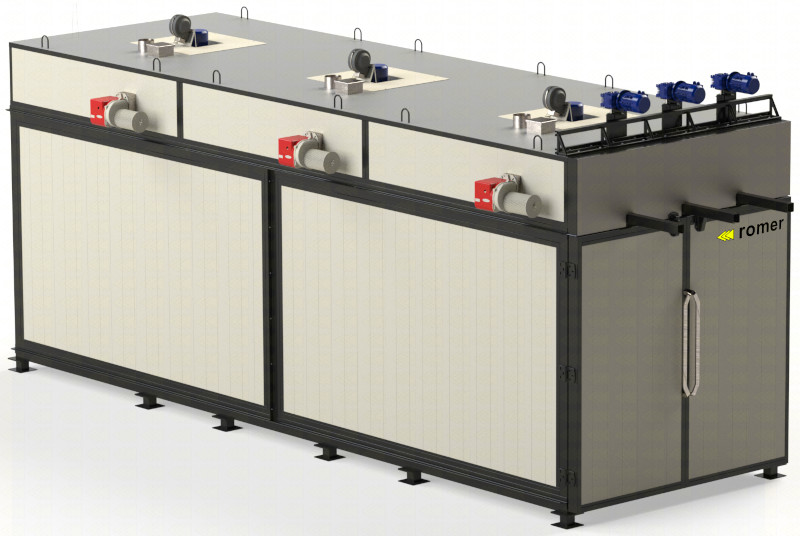
Polymerization furnace
After inserting the traverses into the furnace, after setting the paint polymerization parameters, i.e. time and temperature, the process begins automatically, selecting the appropriate heating program for specific details. The furnace is additionally equipped with several temperature sensors and a computer controller that carries out 100 scans per second, analyzing parameters such as the correct operation of the burner, temperature distribution in the firing chamber, temperature rise, current gas consumption. Thanks to this, the system eliminates possible faults caused, for example, by a damaged thermocouple and overheating of the furnace. The furnace has three heat exchangers, each of them has its own fan. The exchanger is located directly in the working chamber, which ensures thermal savings. Burners often operate in a dusty environment, so each of them has its own pollen filter, which means that there is no need to supply clean air from other rooms. The furnace is additionally equipped with a two-channel temperature recorder that records data on a Romer iCure USB pendrive plugged into the USB port located on the furnace control box. After unplugging the pendrive and plugging it into the computer, it is possible to view all the cycles that took place in the furnace in the past, which allows you to analyze the work of the burners, possible faults and messages. Most importantly, the program generates a curve from the temperature distribution in the chamber from two sensors.The first is on the ceiling and the second is on the floor. The software is used to diagnose the correctness of firing and is an element of control over employees. Romer iCure allows you to create gas consumption statements from selected time periods or painting efficiency.
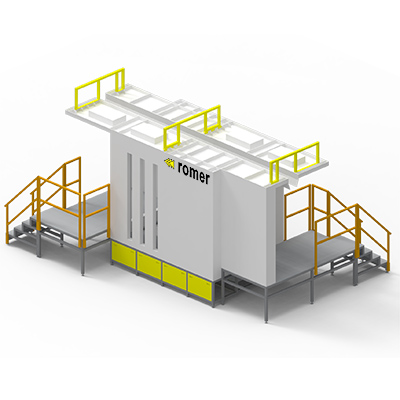
Transport system
Suspended transport works in a semi-automatic system. Between the devices working in the paint shop, the traverses are operated by operators, and the movement automatically takes place in the painting booth and the furnace. The supporting structure is supported on vertical posts, made of profiles fastened into gates with trusses, and constitutes a suspension for the rails in which the transport trolley moves perpendicularly (transversely). Each of the trolleys is equipped with 7 rails. The traverses move in the rails of the transport trolley. Transport beams are made of rectangular steel profiles with combs welded underneath, on which hang tags with details are hung. They are protected against falling out of the rails at the positions by means of gravity plugs mounted on the screws. On the transverse transport cart, they are secured with square profiles mounted at the height of the rail clearance, opposite the passage of the transport cart. Each of the rails on the transverse car is individually pneumatically locked by the operator with a joystick, thus preventing undesirable movement of the trolley. All transport rails are galvanized.
Quality control
- We are at the stage of refining the technology, but I can already say that it was a good investment - emphasizes Adrian Boroń. - The paint shop not only meets our current requirements, but we also have a reserve of power in the event of increasing production. We are developing very dynamically, we already produce about four thousand doors a month, not all of them are varnished, but their number is growing. The products are also painted before the lamination process. Therefore, it is worth making sure that the efficiency of the paint shop is so high that it will be able to cope with the increasing production in the future. It is also important to improve the working conditions of the paint shop operators. Automation significantly facilitated operation, increasing the comfort of work and eliminated powder dust contamination, which inevitably arises when working in a manual paint shop.
The director also emphasizes the successful cooperation with the contractor - Romer. Praises for professionalism, advice, support and service. - The design is well thought out, the paint shop is refined, solutions have been applied that are to bring measurable economic benefits, for example in the consumption of powder paint or bills for gas heating of the furnace. All attempts to work the paint shop turned out positively.
It is worth mentioning that KMT has also invested in an internal laboratory equipped with all the equipment needed to assess the coatings, including: an aging chamber, a salt chamber, thickness gauges, a PoroTest coating leakage gauge, a Rockwell hardness tester, and a testing machine.
Painting is carried out according to the standards set by the Qualicoat association, although the paint shop does not yet have this certification. It is important, however, because today, in order to produce high-quality products, verbal assurance is not enough, but customers are more and more demanding and demand that evidence in the form of laboratory tests be presented. External doors are exposed to harsh weather conditions, so they should be resistant to them, and the powder coating should guarantee not only a nice appearance, but also protect against unfavorable factors. KMT products provide this.




dodano: 29.04.2019


